Hey everyone,
Figure I would do a quick write-up to help anyone else that might be looking for this information. I wanted to make the switch to GRBL, but was having issues with the Rambo 1.4 board. I tried a few Fusion360 post-processors and everything would start off fine, then all of a sudden the cutting tool would fly off in the positive x-axis direction uncontrollably which essentially destroyed the workpiece.
I bought an MKS TinyBee along with 5 TMC2209 stepper drivers. I was able to flash FluidNC without any issues, and could connect wirelessly to the FluidNC web portal. The trouble came when trying to get the configuration file dialled in so that I could get the correct movement from the CNC, as well as use gSender which I have preferred for controlling my MPCNC. I didn’t have any luck with the sample config files, whether it was for the TMC2209 steppers, or specifically the example for the TinyBee.
A few notes that I only figured out after several days of trouble shooting, in the hopes that it will help others.
-
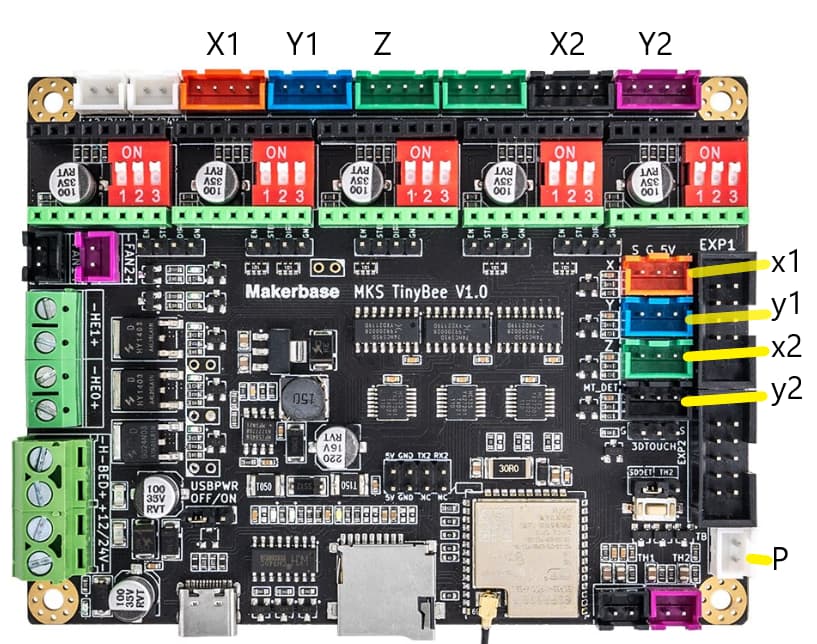
When you look at the board diagram here you can see that there are six motor outputs: X, Y, Z1, Z2, E0, E1. What took me a while to realize is that Z1 and Z2 are run by a single stepper driver, meaning that you can drive two stepper motors with a single stepper driver, but you can’t control these independently. This is why the Z1 and Z2 plugs are both the same colour.
-
I don’t understand the details behind all of this, however it seems that GPIO pins over and above around 32 or 36 (I can’t remember which one) have to be addressed through the I2SO system, instead of the GPIO referencing. The following are the I2SO pins to use for each motor port:
X Disable Pin: I2SO.0
X Step Pin: I2SO.1
X Direction Pin: I2SO.2
Y Disable Pin: I2SO.3
Y Step Pin: I2SO.4
Y Direction Pin: I2SO.5
Z1 and Z2 Disable Pin: I2SO.6
Z1 and Z2 Step Pin: I2SO.7
Z1 and Z2 Direction Pin: I2SO.8
E0 Disable Pin: I2SO.9
E0 Step Pin: I2SO.10
E0 Direction Pin: I2SO.11
E1 Disable Pin: I2SO.12
E1 Step Pin: I2SO.13
E1 Direction Pin: I2SO.14
Other important pins required if you’re using dual endstops for the auto squaring feature:
X Endstop: GPIO.33
Y Endstop: GPIO.32
Z Endstop: GPIO.22
MT_DET: GPIO.35
The way I have my MPCNC physically wired is as follows:
X0 Stepper: Wired to the X-Motor plug.
X1 Stepper: Wired to the Y-Motor plug.
Y0 Stepper: Wired to the Z1-Motor plug.
Y1 Stepper: Wired to the E0-Motor plug.
Z Stepper: Wired to the E1-Motor plug.
X0 Limit: Wired to the X end stop plug S and G pins.
X1 Limit: Wired to the Z end stop plug S and G pins.
Y0 Limit: Wired to the Y end stop plug S and G pins.
Y1 Limit: Wired to the MT_DET plug S and G pins.
I’ll add my configuration file at the bottom. Again, this is using TMC2209 stepper drivers (5 of them). I am able to auto-square in both the X and Y axes. I haven’t tried implementing a Z zeroing tool, however I would imagine if you wired it up to the 3D Touch plug and used GPIO.2 it should work.
board: MKS TinyBee V1.0_001
name: MPCNC
kinematics:
Cartesian:
stepping:
engine: I2S_STATIC
idle_ms: 255
pulse_us: 4
dir_delay_us: 1
disable_delay_us: 0
axes:
x:
# X
steps_per_mm: 100.000
max_rate_mm_per_min: 2000.000
acceleration_mm_per_sec2: 500.000
max_travel_mm: 325.000
soft_limits: true
homing:
cycle: 0
positive_direction: false
mpos_mm: 0.000
feed_mm_per_min: 300.000
seek_mm_per_min: 5000.000
settle_ms: 500
seek_scaler: 1.100
feed_scaler: 1.100
motor0:
limit_neg_pin: gpio.33
hard_limits: true
pulloff_mm: 2.000
stepstick:
step_pin: I2SO.1
direction_pin: I2SO.2
disable_pin: I2SO.0
motor1:
limit_neg_pin: gpio.22
hard_limits: true
pulloff_mm: 2.000
stepstick:
step_pin: I2SO.4
direction_pin: I2SO.5
disable_pin: I2SO.3
y:
# Y
steps_per_mm: 100.000
max_rate_mm_per_min: 2000.000
acceleration_mm_per_sec2: 500.000
max_travel_mm: 220.000
soft_limits: true
homing:
cycle: 1
positive_direction: false
mpos_mm: 0.000
feed_mm_per_min: 300.000
seek_mm_per_min: 5000.000
settle_ms: 500
seek_scaler: 1.100
feed_scaler: 1.100
motor0:
limit_neg_pin: gpio.32
hard_limits: true
pulloff_mm: 2.000
stepstick:
step_pin: I2SO.7
direction_pin: I2SO.8
disable_pin: I2SO.6
motor1:
limit_neg_pin: gpio.35
hard_limits: true
pulloff_mm: 2.000
stepstick:
step_pin: I2SO.10
direction_pin: I2SO.11
disable_pin: I2SO.9
z:
# Z
steps_per_mm: 1400.000
max_rate_mm_per_min: 200.000
acceleration_mm_per_sec2: 300.000
max_travel_mm: 80.000
soft_limits: false
homing:
cycle: 0
positive_direction: false
mpos_mm: 0.000
feed_mm_per_min: 300.000
seek_mm_per_min: 1000.000
settle_ms: 500
seek_scaler: 1.100
feed_scaler: 1.100
motor0:
hard_limits: false
pulloff_mm: 1.000
stepstick:
step_pin: I2SO.13
direction_pin: I2SO.14
disable_pin: I2SO.12
i2so:
bck_pin: gpio.25
data_pin: gpio.27
ws_pin: gpio.26
spi:
miso_pin: gpio.19
mosi_pin: gpio.23
sck_pin: gpio.18
sdcard:
cs_pin: gpio.5
card_detect_pin: NO_PIN
control:
safety_door_pin: NO_PIN
reset_pin: NO_PIN
feed_hold_pin: NO_PIN
cycle_start_pin: NO_PIN
# EXP1 BTN_ENC
macro0_pin: gpio.4:low:pu
macro1_pin: NO_PIN
macro2_pin: NO_PIN
macro3_pin: NO_PIN
macros:
startup_line0:
startup_line1:
macro0: $SD/Run=lasertest.gcode
macro1: $SD/Run=home.gcode
macro2:
macro3:
coolant:
flood_pin: NO_PIN
mist_pin: NO_PIN
delay_ms: 0
Laser:
pwm_hz: 5000
# EXP1 BTN_ENC
output_pin: gpio.13
# FAN1
enable_pin: I2SO.16
disable_with_s0: false
s0_with_disable: false
tool_num: 0
speed_map: 0=0.000% 0=12.500% 1700=100.000%
# 135=0mA 270=5mA 400=10mA 700=16mA
user_outputs:
analog0_pin: NO_PIN
analog1_pin: NO_PIN
analog2_pin: NO_PIN
analog3_pin: NO_PIN
analog0_hz: 5000
analog1_hz: 5000
analog2_hz: 5000
analog3_hz: 5000
digital0_pin: NO_PIN
digital1_pin: NO_PIN
digital2_pin: NO_PIN
digital3_pin: NO_PIN
start:
must_home: false
The Laser portion, coolant, macros, etc can probably all be deleted, I just didn’t bother trying to cut that out yet.
As for gSender, apparently FluidNC does not send a $$ command upon connecting like plain GRBL does. In order for gSender to be able to work:
- Connect to the board with gSender.
- Access the FluidNC web portal.
- Reset the firmware through the web portal (under the middle GRBL panel, red square logo with a turn over arrow.).
- gSender should now work allowing you to jog. You still have to use the web portal to home each axis for some reason, but you can load gCode files through gSender to visualize and run.



{kind=link}