I haven’t really done too many carves yet with my machine, so I’m looking to learn a little more about what I should expect and how to set it up properly.
I was playing with EstlCAM last night trying to figure it out, and it turned out different than I thought it would.
Maybe someone can tell me if I’m way off base here. I’m using EstlCAM 12.
So here’s my setup:
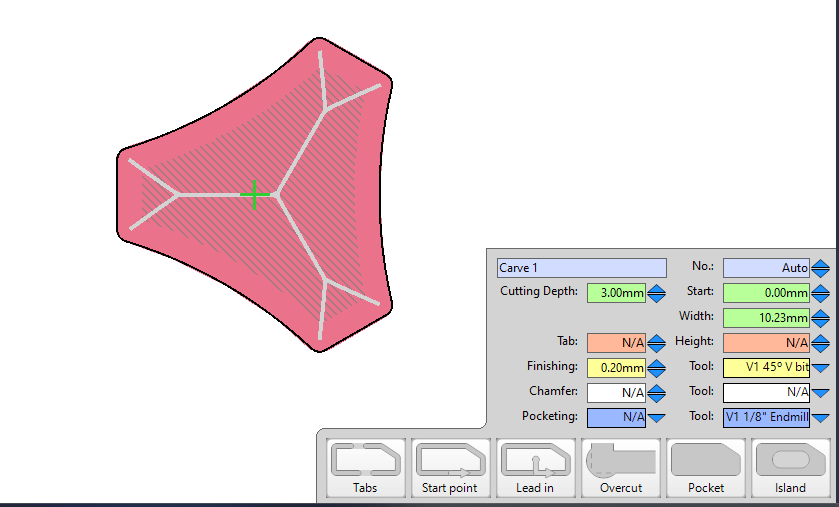
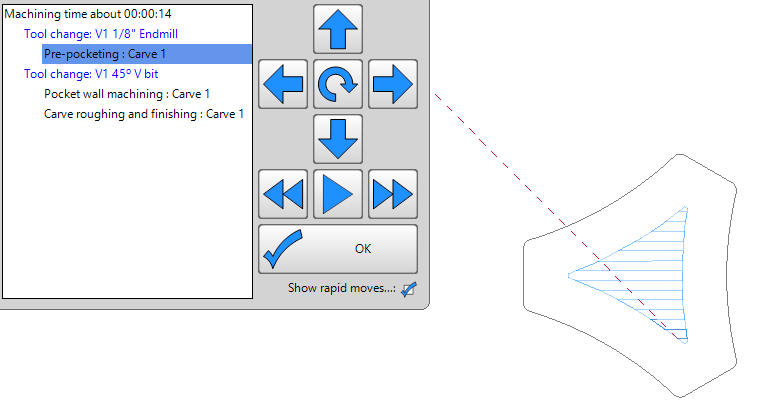
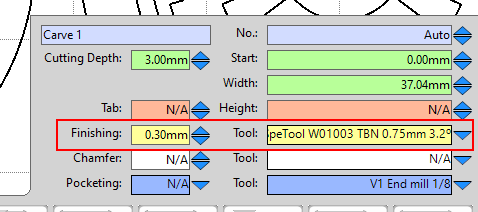
I started with a simple V1 logo. Created a Carve tool path using the V1 45º bit at 3mm depth. Then I set it up to use the 1/8" V1 endmill for pocketing, and and a 0.2mm finish pass.
I guess my expectation was that the finish pass would also affect the entire outer wall?
Maybe it doesn’t need to?
So I guess my questions are:
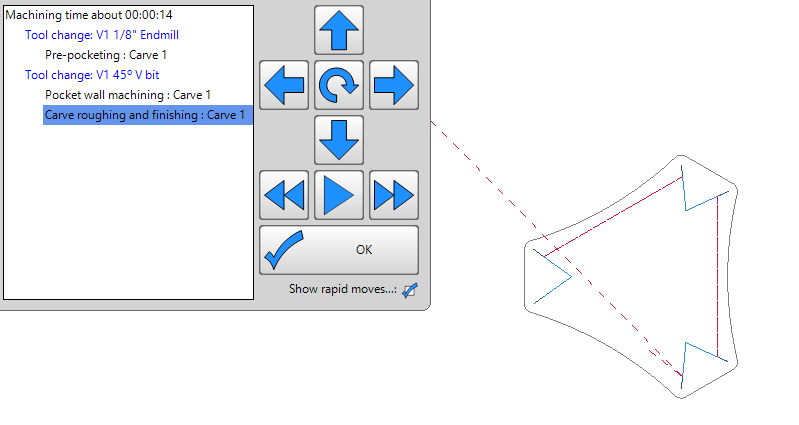
Does this look correct? Is the finishing pass only supposed to affect the corner carves? Does this mean that the finishing pass is not something really typically used with the 2D Carves?
I realize this small V1 logo is probably not the best example for worrying about a finishing pass, but want to make sure I have it right as I move into more complex things.
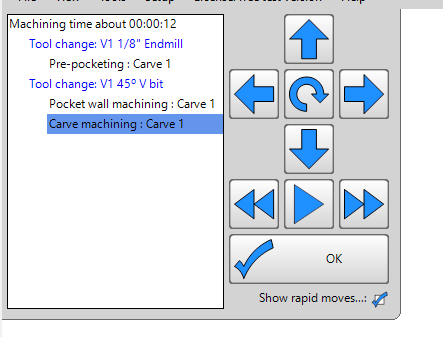
Yes, a Carve finishing pass is an added path that should include the full sidewall. If you use the same setup with and without a finishing allowance/tool you should see one more/less wall machining path when you double click the preview to rotate it to the isometric or Z views.
It appears that the finishing pass only applies to the 2.5D (X/Y/Z moves) portions of the carve. For a standard no depth limit carve (all 2.5D paths) everything gets a finishing pass. For depth limited carves only the 2.5D corners get a finishing pass.
Since that is marked as the solution I feel the need to clarify. Finishing passes are 100% supported on Carves, i.e. anything machined in 2.5D. When you think about it, there is no way a Z based 2.5D “Carve…finishing” pass (path centered between two variable spaced lines) can be applied to a 2D “Pocket wall”.
To get a small last/finish pass on the pocket wall, set the tool depth per pass to a distance that will leave a small last pass. It’s not as easily precise as a 2D X,Y offset finishing path unless you are using a 90 degree V-bit where last pass depth equals pocket wall finishing pass width (at the surface). I don’t know an easy way to be precise with smaller angles, but a 45 degree V-bit would need a .5mm deep last pass to take .2mm off the pocket wall.
I marked it the solution because I was specifically asking about EstlCAM generating a finishing pass for me on 2d carves.
While this is good information for someone who is looking for it, I was moreso trying to understand what exactly how this setting behaves on a 2D Carve in the software
I noted in my first post, and afterwards, that this was the behavior I was seeing.
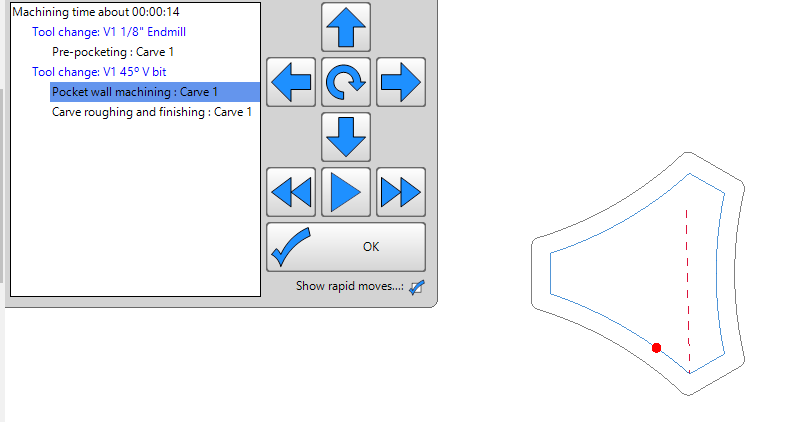
However the most visible part of this “Carve” is going to be the slanted inner pocket walls.
So my question was centered around why those walls did not also get the finishing pass treatment.
While it is technically a different operation, the pocketing and the carve are both generated by a single toolpath setup named “Carve”, with no clarity in the UI that there is no way to generate a “finish pass” for the largest surface area of inner wall