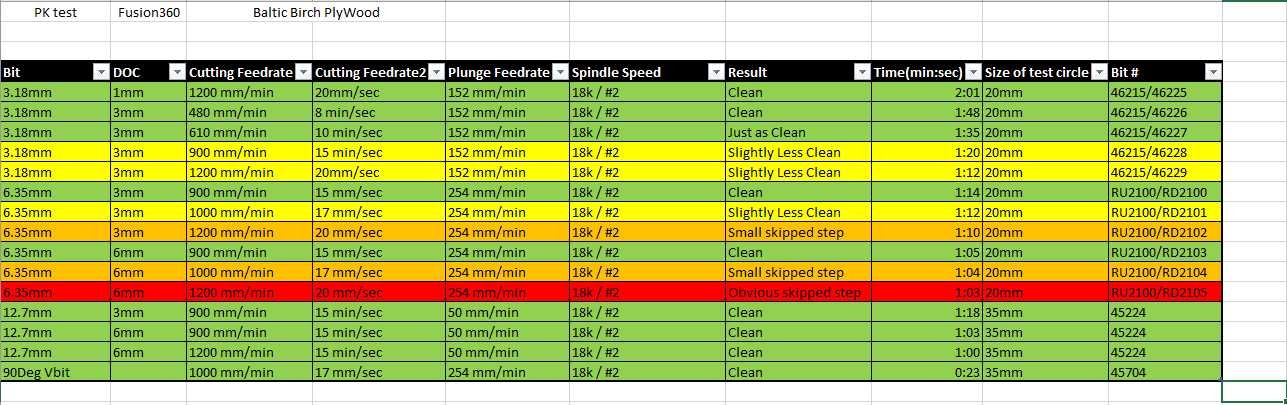
Hey guys im finally up to the point where im testing feeds and speeds with different bits. This afternoon I tested some pockets in Baltic birch ply. I was wondering if these feeds and speeds are too conservative and im having some issues with skipped steps or is this normal?
I play on doing some V-bit tests here in a min as well. The bits range from 1/8" (3.18mm) up too 1/2in(12.7mm)
Those are a bit fast. Start with the numbers in milling basics, which are conservative and then go deeper before going faster. The way the steppers are, they are stronger when they are moving faster. As an added benefit, you wear down the tip of the bit less if you go slower and deeper.
I did start with those and this is what I came up with when I started to go further. The 2nd line in the table is the setting suggested in milling basics. I’ve def read the docs and have been operating production CNCs for about 5 years now. So based on experience this is what I came with based on the sound of the router bit while it’s cutting. I am also ramping down at 600mm/min on majority of these step downs. I forgot to add that all pocket depts were 12mm deep.
Those numbers are comparable to what I’ve experienced, however I’ve spent hours tinkering and adjusting and swapping out parts.
For those looking to get work done well the first time, the feeds and speeds recommended on the V1 site will do the job everytime without issue. But, I’d be remiss to not mention that the constant tinkerer is well rewarded with this design.
Thanks! I was mainly wondering if I was way off base or not. I had some serious issues with belt tension before and have gotten that issues taken care of so this is how I think I’ve been able to achieve these numbers. I’m cutting currently and I barely even hear the bit cutting compared to what I’m used to on other machines. This leads me to believe that I can prob push it even more but for really clean cuts these speeds and depths work well.
Tbh after a few weeks of testing I think using the lowrider is way more trial and error and on a production machine based on the rigidity if your machine and how good your hold down is.
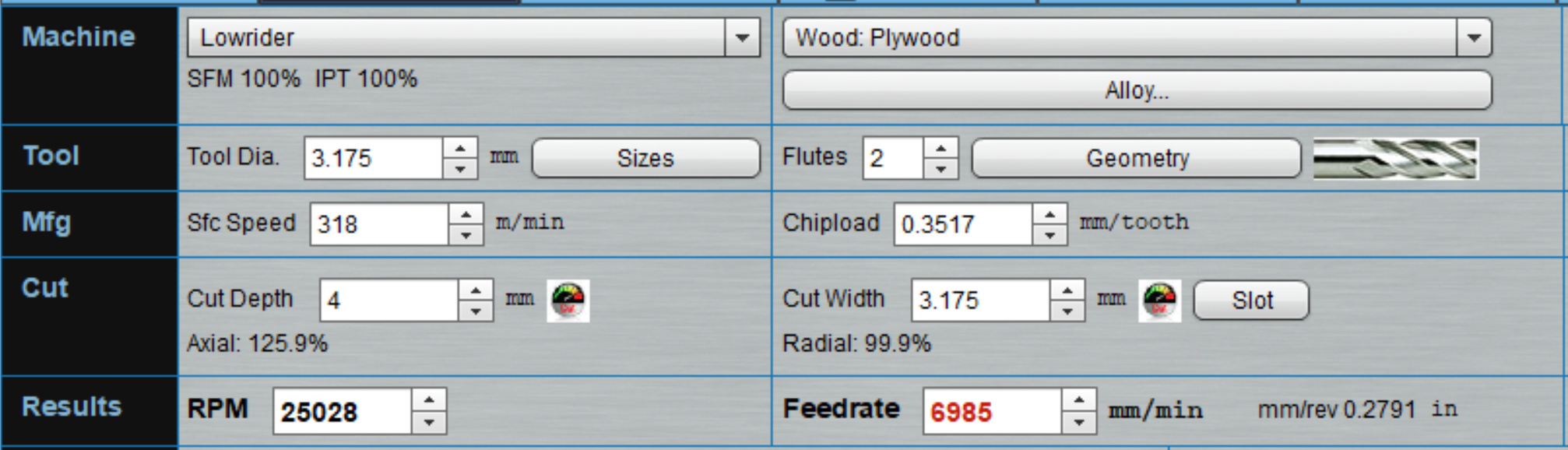
Numbers that you would get from a normal cnc calculator might seem really weird but I think it’s because the motors we are using are more for a mill setup and not a normal cnc router.
With a 3.175mm two flute I try to keep my chipload (feed per tooth) below 0.02mm. With quality plywood I aim for 0.015mm. This usually means a feedrate between 700-800mm/m. However, this is also a DOC of 1x diameter. Full DOC I start the program at 50-60% of my desired feedrate then bump up at the machine until things start to sound off then back the feedrate down 5-10%.
I have a lot of confidence in my machine, but I still do test cuts (Squares, Circles, Full Slots) prior to.