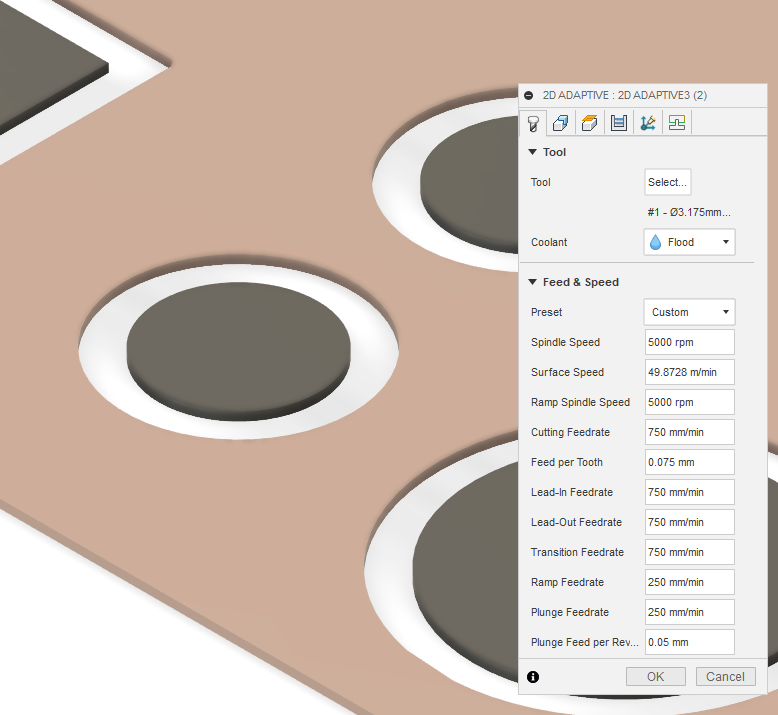
Is that supposed to be 500mm/s or mm/m? If its second then that’s MOVING!!! lol. 8.33 mm/s sounds closer to what I would expect.
I have never milled copper before. But my first thought with your experience so far is to back off. You can always add more speed as you get the feel for it.
I would probably cut everything you have in half and start there
250mm/m
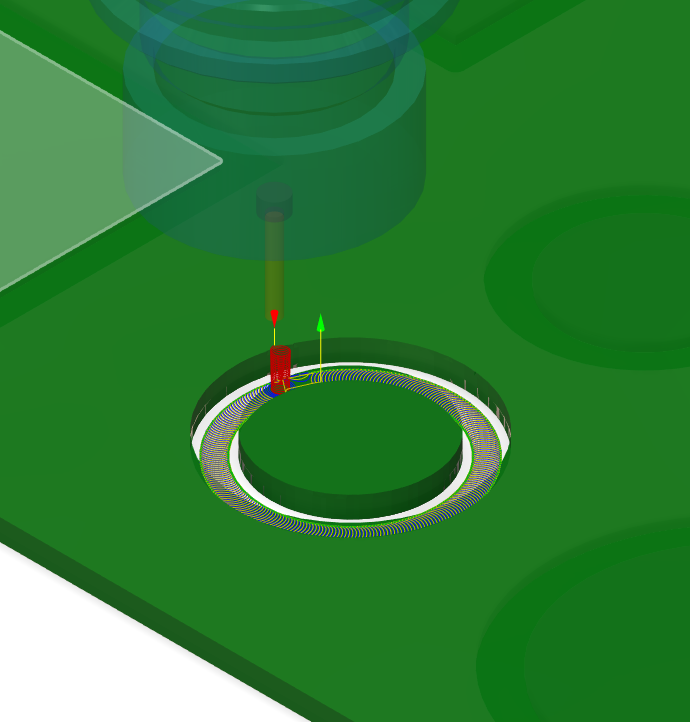
Stay with Trochoidal and full DOC
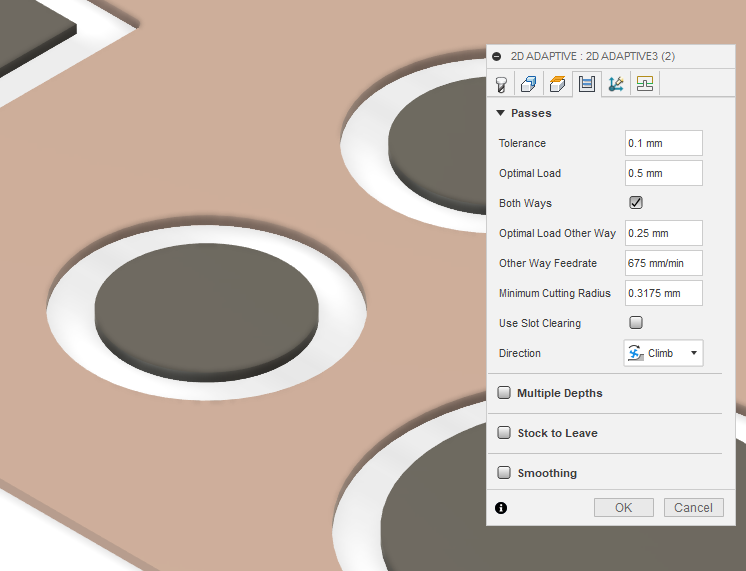
5% Trochoidal Stepover
50% Trochoidal Width
I would also slow your rpms down as low as you can. Keep the bit from heating up. If you have air mist that would help as well. A slight mist of IPA might be even better.
See how that goes. You can always bump up the feed rate some during the cut if it seems to all be going well and like it can take some more.
I’ll try to lower this by a fair amount and see how it goes…
Also, the broken part of the first bit had it’s diameter reduced by quite a margin … is it due to the heat?
I tried misting some IPA during the cut, but I have to do that manually witha small paint gun so it’s not very practical…
I forgot you use Fusion for CAM so I am no help at all there. I use Estlcam. But the same idea should apply. Just back off a good ways and the 50% trochoidal width is how large of a circle it makes. 50% being 1.5 times the diameter of the bit being used. So hopefully you can translate that over to fusion lingo lol
That’s very possible but hard to say for sure. Copper is good at carrying away heat but the bits are not as good. Slowing down your feedrate and your RPMs will help with the heat. And the fine mist of IPA will help for sure. I know its a pain doing it from a spray bottle but probably better than not doing it lol.
Copper is a bit of a bastard to work. It hardens easily and is super gummy so tends to ‘grab’. I suspect you could end up with situations where it’s super malleable, the geometry of the tool pulls it into the work and takes a big bite, the machine springs back after the cut and rubs the newly cut surface a few times which hardens it, which leads to the tool not biting until there’s sufficient tool pressure at which point it digs in and takes another big bite.
In the past when we’ve worked with it, we’ve deliberately blunted drills to make it a bit less grabby. It’s super easy to break a drill in a high aspect ratio hole because it’ll grab and try to self feed like a mad thing. I’ve never milled it personally, I don’t think, but I’ve sawn it up a bunch, drilled and tapped it a bunch and we’ve had other companies mill it for us. They were never particularly thrilled with the process.
I suspect you might be having some fun with rigidity issues. Do you have an old worn bit you could try as an alternative? Also running at the lowest rpm possible and keeping the feed speed low would be my approach, just to keep the overall forces as low as possible and to give it the best shot of recovering even if it does bite.
Actually, the bit that broke instantly was a different geometry, it was a single spiral flute as opposed to the 2 straight flutes I used in the first place
I’m trying to setup my coolant sprayer, but I cannot seem to make it work properly
I don’t know what kind of pressure is needed, and/or if the bottle needs to be airtight
I’ve been looking at buying an air compressor for quite some time now, but I’m not sure this would help at all…
Any help is greatly appreciated here
On mine I run about 20 psi of air from my air compressor. That’s on the larger line. The smaller line is for suction from the IPA bottle. Not air tight, it needs to be able to breathe. You should have valves you can screw in or out. Start with the coolant side closed. Then just barely crack it open until you start seeing the fine mist from it. It doesn’t take much at all.
Hopefully all of that made sense. If not ask away and I’ll help the best I can
I think the airflow I get from that tiny compressor is far from sufficient
Also, I don’t have any valve to adjust the fluid opening, I can only adjust the air flow
By “priming” the fluid (aka sucking it with my mouth like a caveman…) and then turning the compressor on, I can get it going, but it’s more of a “spew” than a mist…
Just looked closer at your pic and I see yours doesn’t have the valve. Honestly more is probably better than less. If its just puddling up then you might be able to turn it on and off as it needs more. Hard to say for sure. And yes that little compressor is going to be working hard lol. But it should get the job done. Just let it cool between cuts lol.
What bothers me is that the pressure gauge doesn’t go up at all on the compressor, it stays at 0 the whole time
Should I close the air valve a bit to try and get some pressure?