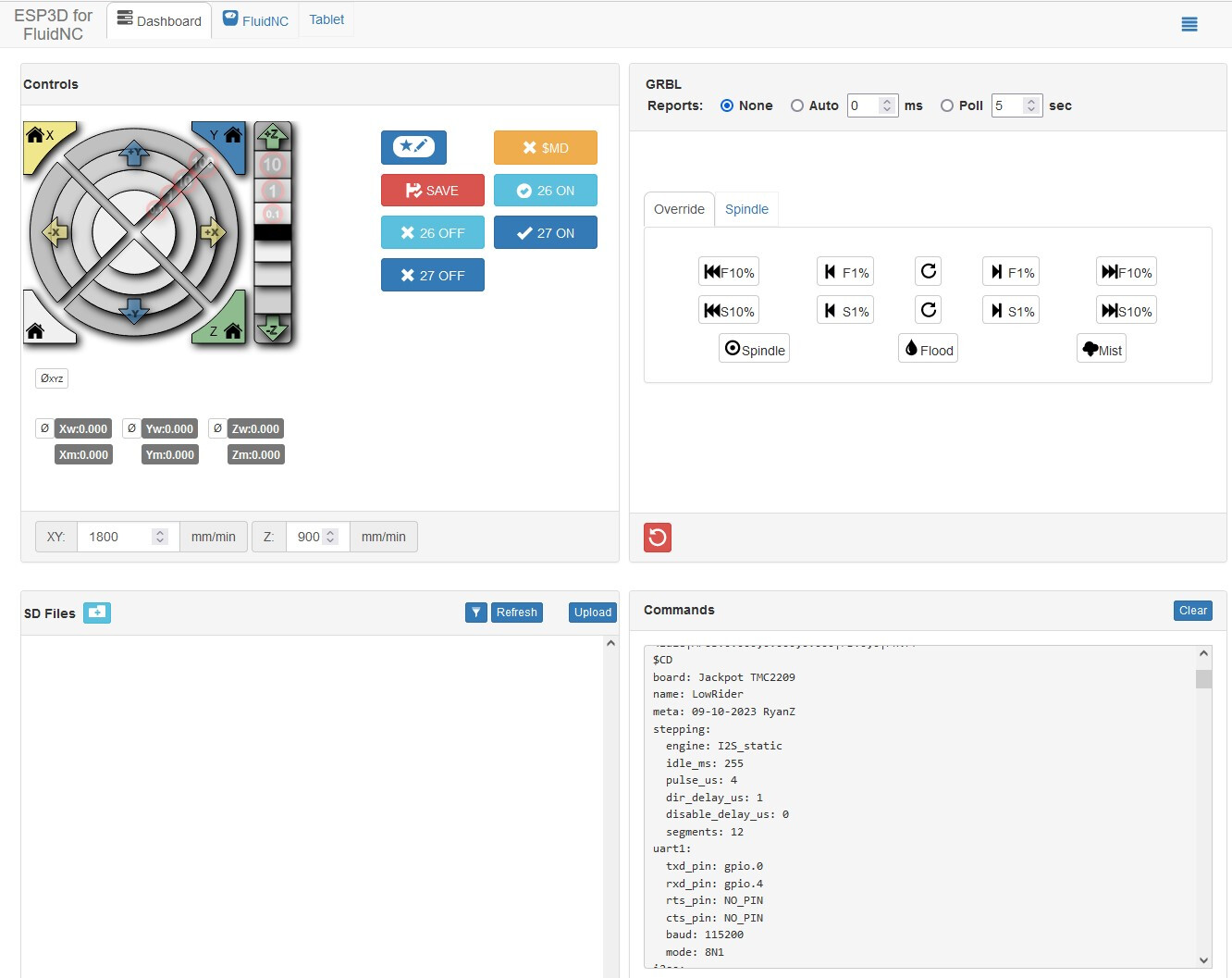
in the pic from set up page it shows XY 1800 mm/min and Z 900 mm/min,
is that correct? I did not change it and mine defaults to 1000 and 100. It is like watching paint dry it is so slow. I’m currently using an 1/8 endmill with manufacturer spec of 60 mm/sec. 1800 mm/min figures out to 30 mm/sec, half of what I can go. Just looking for advice and not blow anything up.
This is what i just changed, both were set to mm/sec. And after i read your first post i realized that i was asking about jog feed rates. Thanks for the help.