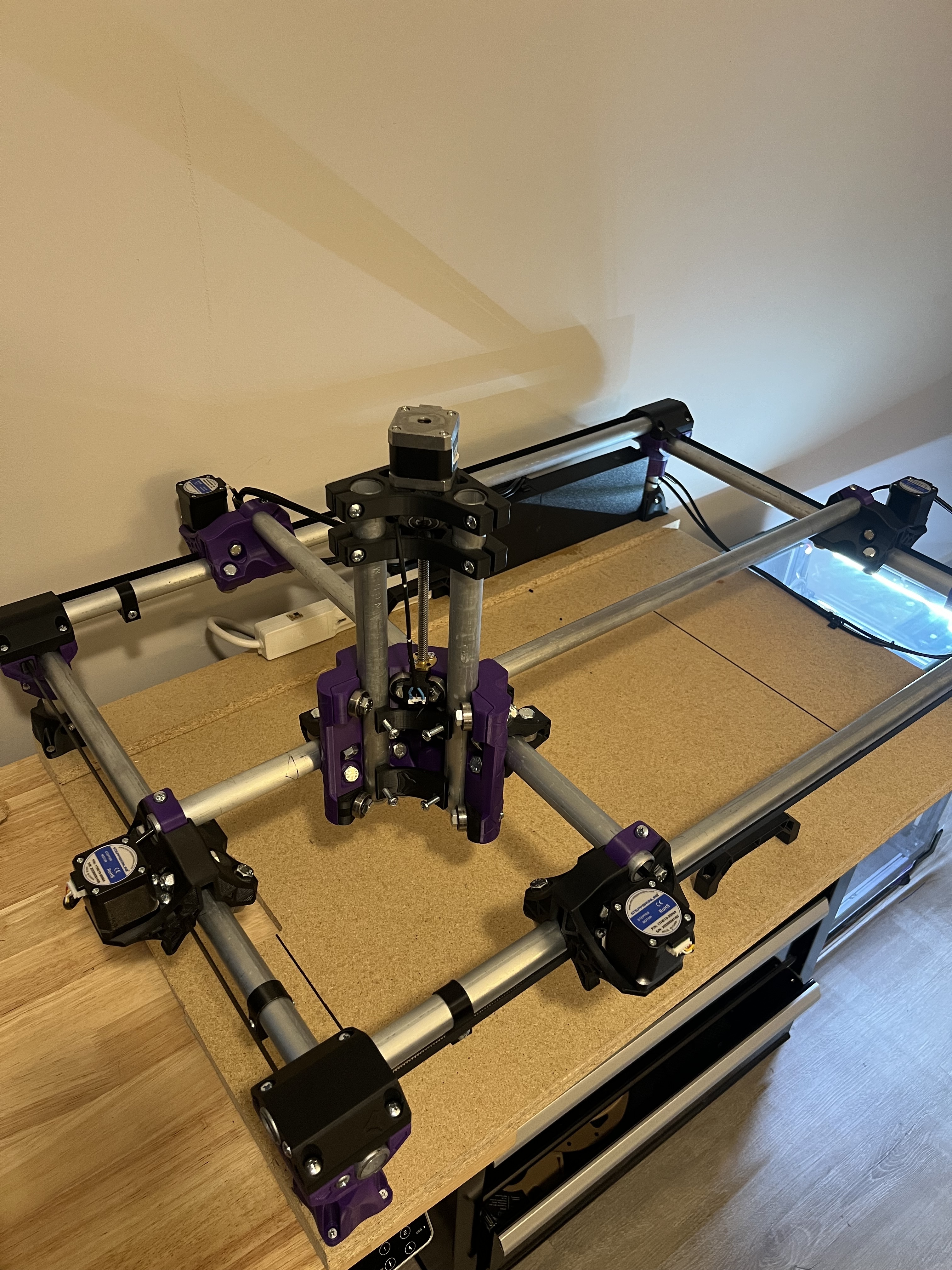
Quick question regarding feed rate/cutting depth. I have a 12x25in MPCNC with the Bauer (harbor freight) router. I mainly cut wood, specifically oak, walnut, maple, and I have been really struggling to actually get decent cutting settings. Basically I have to run at 0.3mm depth of cut, and around 2mm/s speed to get a decent cut/not get a ton of chatter. Any more than about 0.5mm of depth and I get a ton of vibration, chatter, and overall is just extremely loud. I am thinking maybe the bit is to blame, as I am just using a straight fluted bit. Would a spiral bit work better?
Also, what should I set the router speed to? Right now, I just turn it down to as low as I can while still actually cutting and not pushing.
I feel like my expectations aren’t too high, given the fact I have a relatively normal sized MPCNC. I was wondering what others are using for their speeds and feeds to see what is reasonable.
Feel free to ask any more details, and thanks in advance!
Your speeds / feeds are much slower that what is on the milling basics page. You should be able to achieve those at the very least since they are very conservative.
How thick is the material and how are you holding it down, i only mention this as i used to get significant vibrations/noise including rough cuts . It turned out to be the workpeice resonating and more likley to happen with thin stock. I personaly set the router speed quite low (1, 2, 3 on a Makita) but thats about feeds and speeds chip size ect, I havent gone wrong yet with a minimum feed rate of 8-12mm/s with a 3.175mm upcut spiral endmill and use a DOC of half the bit diameter, i can probably go a lot faster and plan on some tests soon but no two machines are the same.
The general rule is hardwood and plywood 1x diameter, for softer wood 2x diameter. Granted, this might be a tad too high for an MPCNC, but it is possible. See here:
I use to cut plywood with a 3.175mm bit, 1x depth and 1200mm/min with a Primo.
Conclusion: something is loose. Can you post a video of it cutting?
Thanks for the help everyone. After playing with my z axis for a bit, it had a tiny bit of play, nothing crazy, but I was able to get it to a point where by wiggling just the z pipes, the entire table moves, aka it seems pretty tight.
Based on your cutting video, maybe I was just expecting a different noise/less noise from cutting from when I just used the router by hand, and the sound of it cutting sounds a bit like what mine did originally.
My new spiral compression bit comes in today, so I will perform some cuts with that and post a video of it cutting. I have been running my old bit at high rpm/low feed rates, so I would have to imagine it is pretty dull. Hopefully a new bit will help with that.
Still trying to dial in my MPCNC. Retightened everything and it seems pretty solid. Just wondering, is the high pitched squeal sound you sometimes hear on your video something I should be expecting? I think maybe I viewed that noise as bad and that I was probably doing something wrong. Obviously I know it’s not going to be a quiet operation, but the intermittent higher pitched noises didn’t seem right