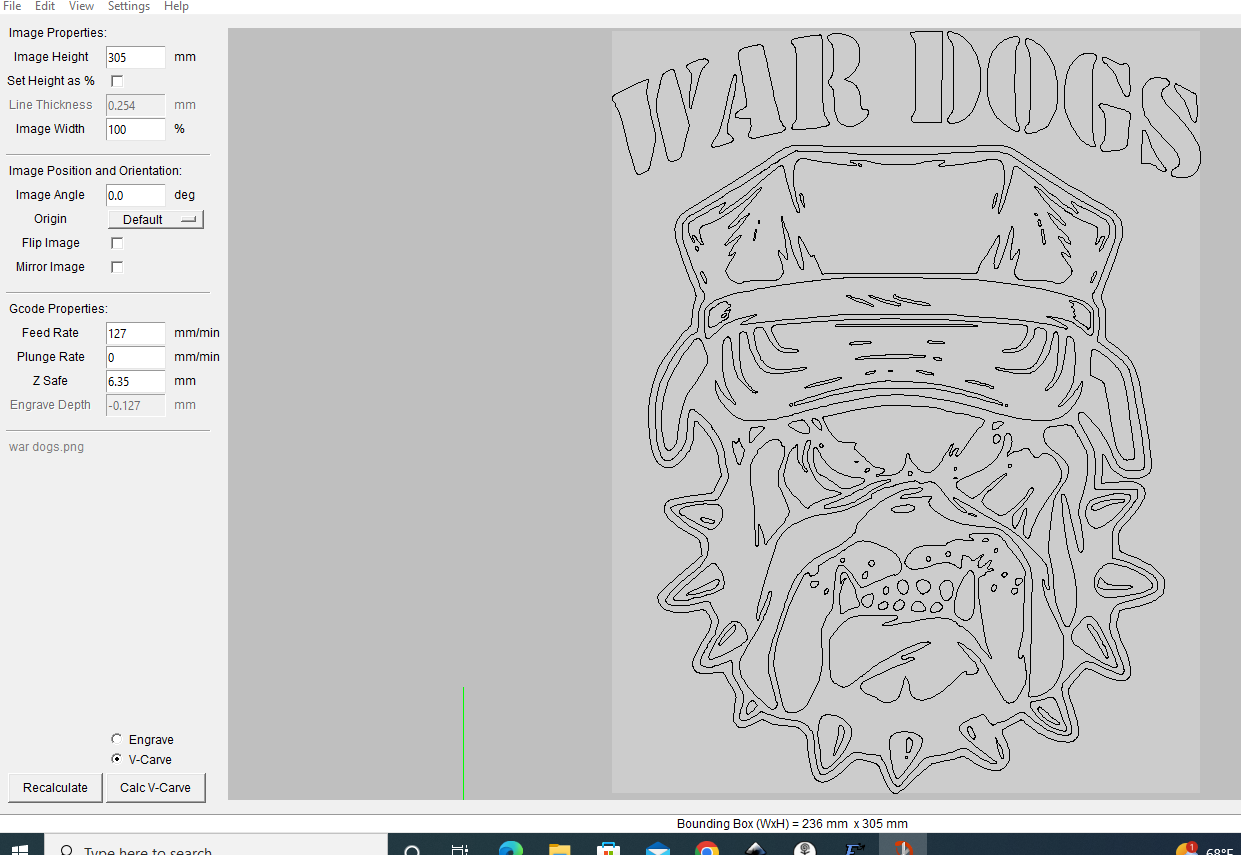
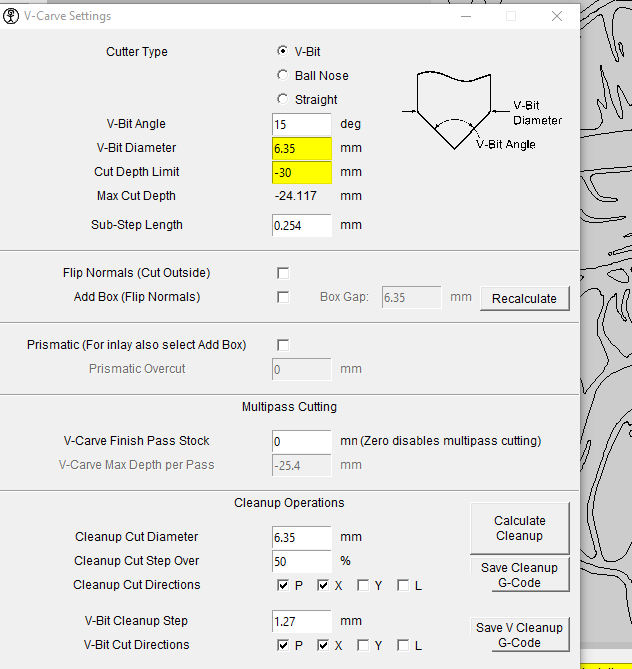
I’m doing a v-carve to fill in with epoxy. 15 degree bit, 1/4 for clean up.
The v-carve went very well, almost a little faster than I expected. However, now the v-clean is running and I’ve seen glaciers move faster.
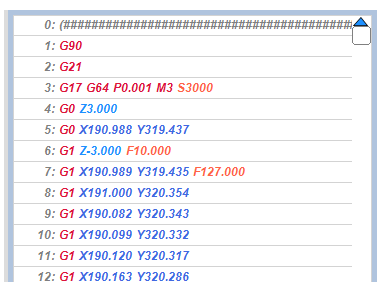
am I missing something? Is there a seperate place to set feed rate for the clean up. The g-code says F127.00 but it is much slower than the first run.
Any suggestions are appreciated.
Brad
Tokoloshe
November 5, 2023, 9:07pm
2
Your cleanup bit is 6.35mm but you only set 1.27mm stepover. You can do at least 3mm. That won’t change too much though. Also, you are using F-Engrave, so that may be another reason, not sure though, haven’t worked with it for quite a while.
Haven’t even finished with v-clean yet. The machine seems to “hang” before moving from one spot to another,
Can you edit your title please? You are not using Estlcam. That is F engrave, correct?
1 Like
I’m guessing it’s the Z plunge rate of 10 mm/m
jeffeb3
November 6, 2023, 5:33am
6
Yeah. I was going to point that out. Those are per min. 127 isn’t terribly fast, but it is a lot faster than 10.
vicious1
March 3, 2026, 2:23pm
7
closing old topic to help fight spambots