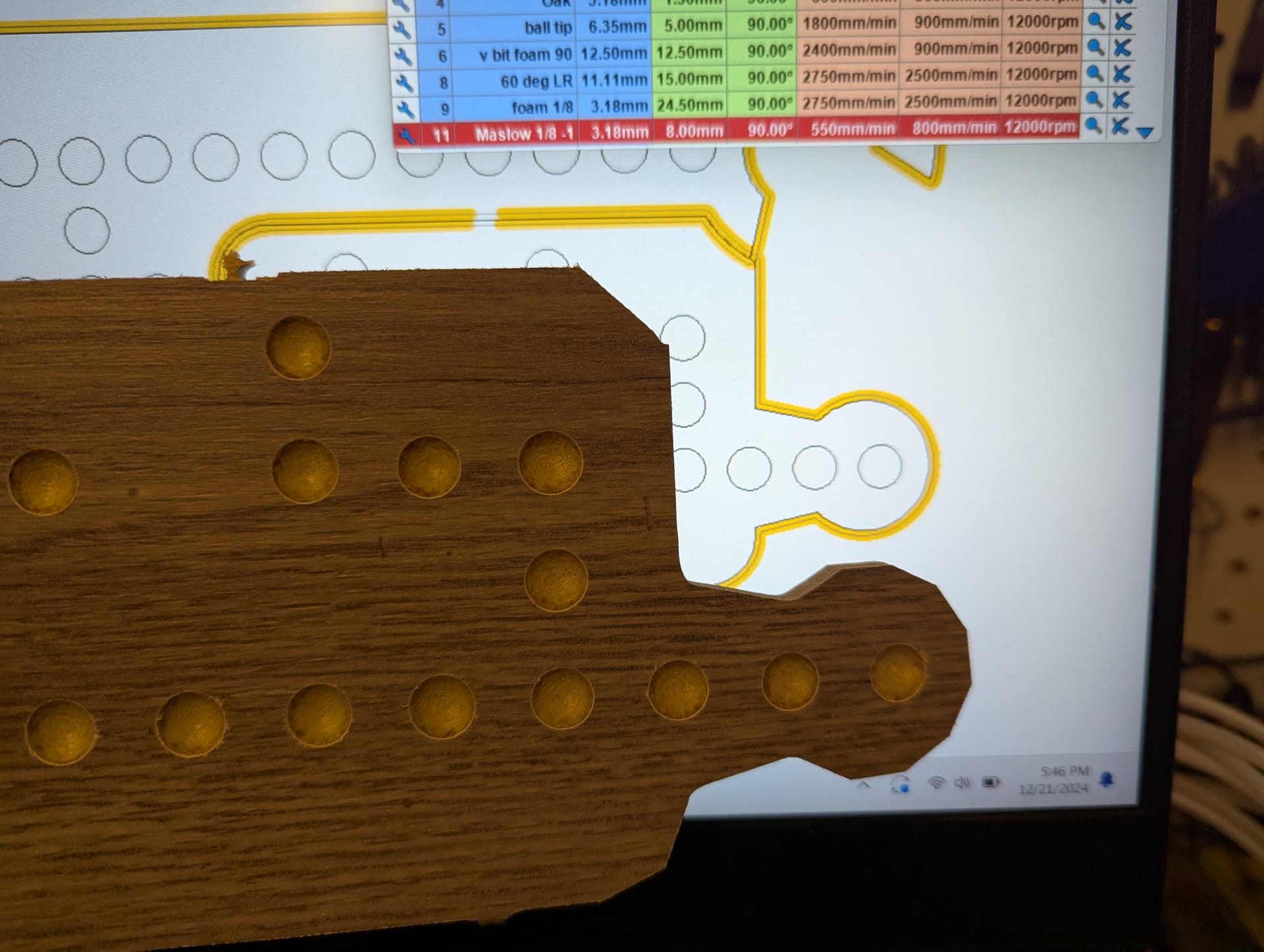
So i made this. Any idea what settings make the circle be an octagon?
2 Likes
What firmware are you using?
What’s in the gcode? Is it an arc command?
1 Like
klipper, estlcam 11
gcode:
;Project marble_boards-outlines
;Created by Estlcam version 11 build 11.245
;Machining time about 00:04:01 hours
G90 ; absolute
G21 ;metric
G0 Z5.0000 F800
; Part
;No. 1: Part 1
G0 X80.9697 Y161.6075 F3000
G0 Z0.5000 F800
G1 Z0.0000 F800 S12000
G1 Z-8.0000 F800
G1 X65.9254 F550
G3 X49.2127 Y144.8131 I0.1627 J-16.8747 F550
G1 X49.2120 Y143.9714 F550
G1 X33.0565 Y140.2553 F550
G3 X5.5662 Y109.4731 I-14.0040 J-15.1599 F550
G3 X33.1303 Y110.0037 I13.4864 J15.6225 F550
G1 X49.2129 Y106.3043 F550
G1 X49.2128 Y68.5755 F550
G3 X49.2278 Y65.8248 I228.3915 J-0.1320 F550
G3 X50.2007 Y64.5653 I1.6432 J0.2638 F550
G2 X63.3752 Y52.3384 I-15.4960 J-29.9081 F550
G3 X64.6068 Y51.7525 I1.2316 J1.0016 F550
G1 X118.5756 F550
G0 Z-3.0000 F800
G1 X126.7506 F550
G1 Z-8.0000 F800
G1 X187.9926 F550
G3 X204.7877 Y68.5478 I-0.0799 J16.8751 F550
G1 X204.7875 Y91.4823 F550
G2 X218.4723 Y105.0927 I13.7003 J-0.0901 F550
G1 X275.3278 F550
G0 Z-3.0000 F800
G1 X283.5028 F550
G1 Z-8.0000 F800
G1 X340.3583 F550
G2 X340.9332 Y105.0774 I0.0671 J-8.3011 F550
G3 X353.7412 Y93.1830 I30.4937 J19.9926 F550
G3 X355.8952 Y94.2940 I0.6069 J1.4669 F550
G2 X359.7584 Y111.0892 I6042.4994 J-1381.0479 F550
G3 X359.3460 Y112.5579 I-1.5466 J0.3580 F550
G2 X381.1177 Y139.6391 I12.2016 J12.4828 F550
G2 X388.9394 Y125.1455 I-9.6846 J-14.5837 F550
G3 X389.7682 Y123.8770 I1.5962 J0.1379 F550
G1 X404.3797 Y114.7304 F550
G3 X406.7585 Y115.6770 I0.8423 J1.3456 F550
G3 X407.9855 Y125.1222 I-35.3447 J9.3937 F550
G1 X407.8572 Y128.1554 F550
G3 X371.4730 Y161.6079 I-36.3755 J-3.0507 F550
G1 X294.2814 Y161.6078 F550
G0 Z-3.0000 F800
G1 X286.1064 F550
G1 Z-8.0000 F800
G1 X89.1447 Y161.6075 F550
G0 Z-3.0000 F800
G1 X80.9697 F550
G0 Z5.0000 F800
; Part
;No. 2: Part 2
G0 X118.0795 Y54.9277 Z5.0000 F3000
G0 Z0.5000 F800
G1 Z0.0000 F800
G1 Z-8.0000 F800
G1 X66.0395 F550
G2 X65.4646 Y54.9430 I-0.0671 J8.3011 F550
G3 X52.6566 Y66.8374 I-30.4937 J-19.9926 F550
G3 X50.5026 Y65.7264 I-0.6069 J-1.4669 F550
G2 X46.6394 Y48.9312 I-6042.4994 J1381.0479 F550
G3 X47.0518 Y47.4625 I1.5466 J-0.3580 F550
G2 X25.2801 Y20.3813 I-12.2016 J-12.4828 F550
G2 X17.4584 Y34.8749 I9.6846 J14.5837 F550
G3 X16.6296 Y36.1434 I-1.5962 J-0.1379 F550
G1 X2.0181 Y45.2900 F550
G3 X-0.3607 Y44.3434 I-0.8423 J-1.3456 F550
G3 X-1.5877 Y34.8982 I35.3447 J-9.3937 F550
G1 X-1.4594 Y31.8650 F550
G3 X34.9248 Y-1.5875 I36.3755 J3.0507 F550
G1 X98.0301 Y-1.5874 F550
G0 Z-3.0000 F800
G1 X106.2051 F550
G1 Z-8.0000 F800
G1 X280.1445 Y-1.5872 F550
G0 Z-3.0000 F800
G1 X288.3195 F550
G1 Z-8.0000 F800
G1 X340.4724 Y-1.5871 F550
G3 X357.1851 Y15.2073 I-0.1627 J16.8747 F550
G1 X357.1858 Y16.0490 F550
G1 X373.3413 Y19.7651 F550
G3 X400.8316 Y50.5473 I14.0040 J15.1599 F550
G3 X373.2675 Y50.0167 I-13.4864 J-15.6225 F550
G1 X357.1849 Y53.7161 F550
G1 X357.1850 Y91.4449 F550
G3 X357.1700 Y94.1956 I-228.3915 J0.1320 F550
G3 X356.1971 Y95.4551 I-1.6432 J-0.2638 F550
G2 X343.0226 Y107.6820 I15.4960 J29.9081 F550
G3 X341.7910 Y108.2679 I-1.2316 J-1.0016 F550
G1 X284.1856 F550
G0 Z-3.0000 F800
G1 X276.0106 F550
G1 Z-8.0000 F800
G1 X218.4052 F550
G3 X201.6101 Y91.4726 I0.0799 J-16.8751 F550
G1 X201.6103 Y68.5381 F550
G2 X187.9255 Y54.9277 I-13.7003 J0.0901 F550
G1 X126.2545 F550
G0 Z-3.0000 F800
G1 X118.0795 F550
G0 Z5.0000 F800
G0 X0.0000 Y0.0000 F3000
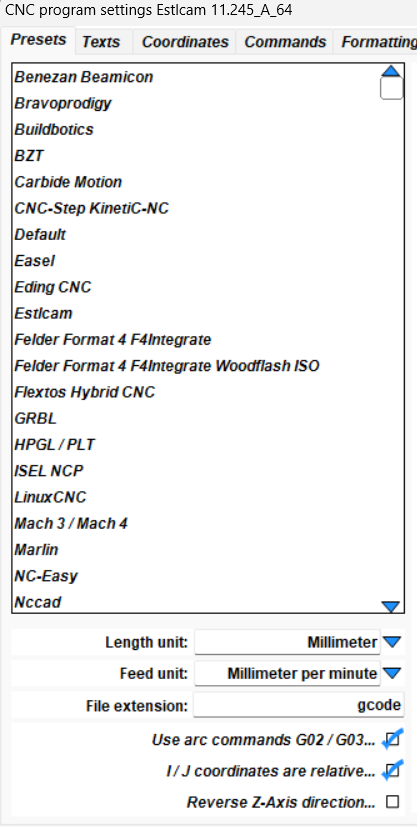
I have G2/G3 with I and J enabled in relative
Maybe it’s in your Klipper setup?
There should be a setting for arc resolution or something.
Klipper internally will take those arcs and turn them into straight lines.
It’s just making too few lines to accurately represent the curve, it looks like
Search [gcode_arcs] in the Klipper docs
1 Like
I unchecked the use arc commands (in estlcam) and they look right now, so I cut more of them…
It looks like the gcode_arcs was set too high. It was 10 and should have been 3 probably 3 or less for the 1/8" bit being used. Trying to thing of when or why I would have changed that. Thanks!
unsolicited tip: if you think using flooring to make cool projects is a good idea, remember they hardcoat the surface of flooring with aluminum oxide beads typically in an acrylic resin and this is really bad news for bits… I cooked two of the 1/4" radius ball nose bits (typical router kit bit). After it dulled, the LR4 front wheels on the table and rail side would lift up. It was plunging 1 mm nibbles 3x at 200 mm/min and it would lift the front on the second and third peck typically. If I pushed on the router, then it would just make it burn.
1 Like
The smooth one is with g2/g3 disabled in estlcam. The faceted one is with [gcode_arcs] resolution set to 10.

Resolution now set at 3. Need to cut a couple more to test.
Based on some recent reading, this is what I’ve gathered:
In the extreme, not using g2 g3 the line segments can become so short the movement gets bogged down and becomes very slow and the lines of gcode are excessive. Apparently klipper converts the curves to lines anyway so the savings/efficiency of using arcs is in the file size. So using gcode arcs isnt really recommended for klipper.
Does that sound correct?
Another photo of the other end of the piece;

1 Like
Efficiency is in the file size, but also means you can alter the quality of the arcs without redoing the CAM, right?
So there are some benefits.
Also, if using a sender, it would reduce the number of commands going across the wire.
I think the conversion happens on the raspberry pi, which has more than enough processing power.
In the end, it’s still going to be short segments at the motor, so it’s sort of a personal preference I think.
But letting Klipper do it means you can optimize it independent of the file itself. So you don’t have to regenerate it to change the parameters
1 Like
It works, but I’m 2 rounded bits down… can those bits be sharpened?

if you look close, you can see the burn marks where the bit dulled and started to burn the upper MDF.
3 Likes
Followup on the bit sharpening: Dremel with a grinding stone helped.
Finished 2 complete 8 player sets
3 Likes
closing old topic to help fight spambots