I am doing my first pocket cuts in Estlcam and for some reason its going very slow.
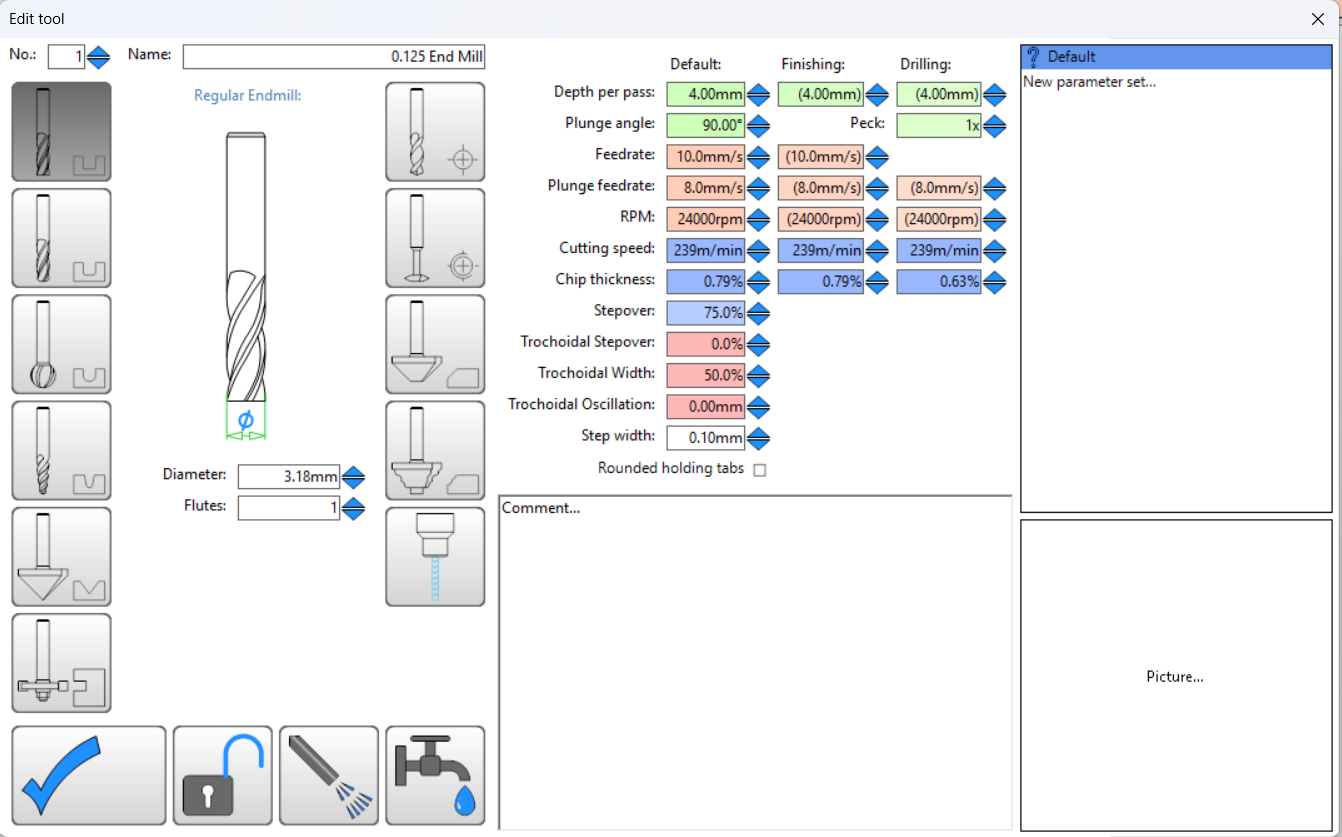
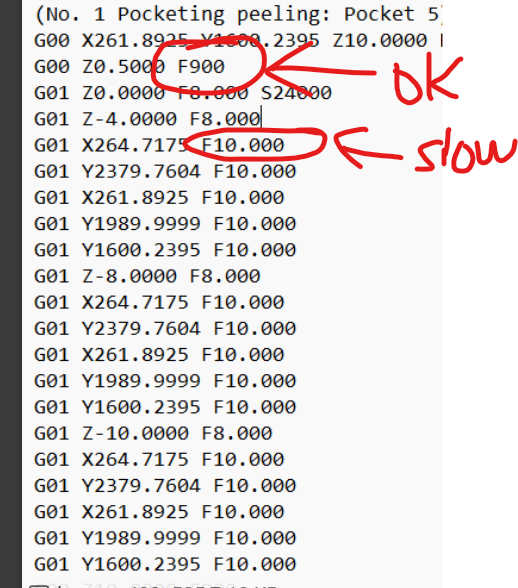
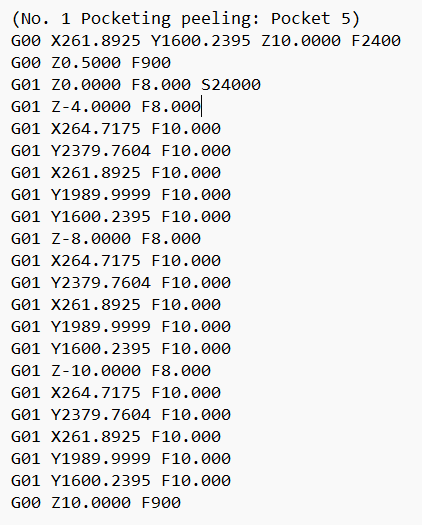
Here is the G code and also the setting for my tool data.

I am doing my first pocket cuts in Estlcam and for some reason its going very slow.
Here is the G code and also the setting for my tool data.
what is your tool stepover %? click the wrench to the left of the tool name and look at your settings. and your cut feed rate of 10 mm/s is 600 mm/min, which is ok, but nothing to write home about. You need to have estlcam send gcode out in mm/min not mm/sec, so it is actually running 10 mm/min because it should math it for you to send mm/min, but show you mm/sec in the tool screen. most of us come from printer speeds, which is mm/s. cnc runs in mm/min. you can have it show you one and send in the other units.
F = feedrate = speed
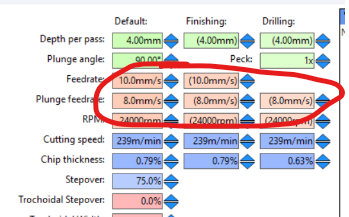
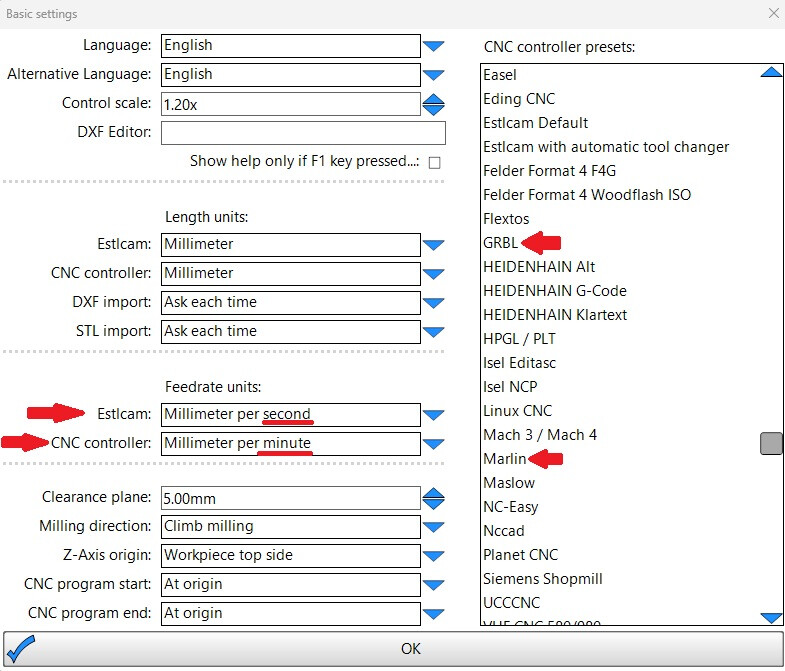
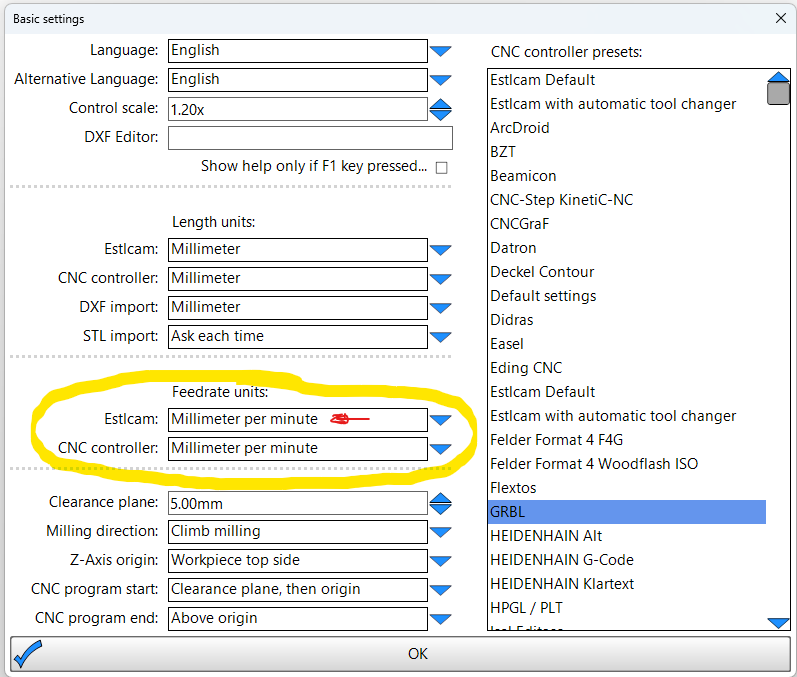
find your estlcam settings and change your output to mm/min
should be like here:
Thank you! That fixed it. I had that set correctly but it somehow changed on me…
@orob I like to think in mm/minute is it okay have both defaults in Estlecam set to mm/minute?
Thanks…
Yes. If that works better for you then that’s no problem. The only one that HAS to be a certain way is the controller
I am the same in mm/min and it was interesting to learn you could do it that way. Options are good