Trying to do my first cut. Just a simple 19x150 mill slot in 3/4 inch scrap. No matter what I set up in Estlcam, z axis tries to drive to 0. I home all 3 axis, M114 shows Z at 200mm, X & Y at 0. Gcode below:
I can see that G00 is driving Z to 0.5,mm then to 0mm, but Marlin shows Z home position as 200mm, and my max “depth” is down to around 128mm (depending upon exact mill end stick-out).
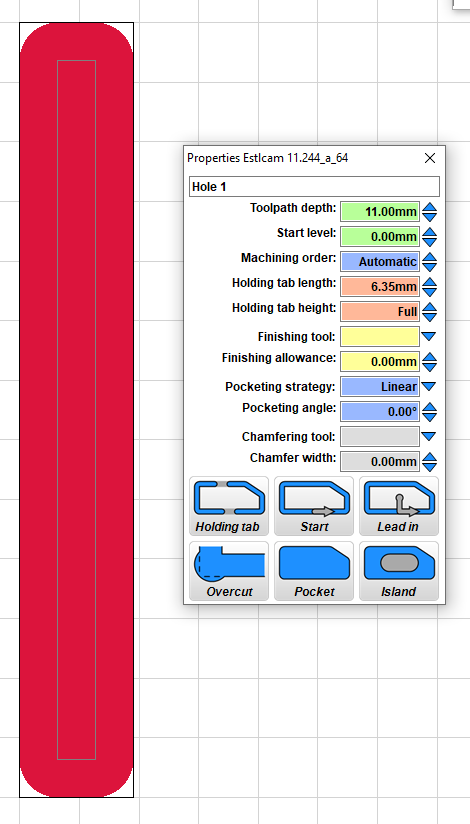
How do I tell EstlCam to start a given position without having to change Gcode manually? Included the properties as well.
We see this issue on the forum about once a month. There is no one-size-fits-all fix because people set up their software pipelines differently and use their machines differently. The root cause is that you are thinking about things backwards, and as Jeff suggests, the fix is to reset your coordinates. You write:
How do I tell EstlCam to start a given position without having to change Gcode manually?
The question you should be asking is, “how do I set up my machine so that the machine origin matches the job origin as I authored my job in EstlCam.” You need to “fix” the machine, not change the job in EstlCam. The typical solution is that you place your router bit at the top of your stock at the position authored as the job origin in EstlCam and then reset the machine origin. EstlCam defaults to the bottom left corner as the job origin, but you can set any point as the origin using the “Zero” button.
You can reset the current position to be the origin by:
Adding G92 X0 Y0 Z0 to Estlcam Setup : CNC Program : Texts : Program start will result in all Estlcam generated G-code having that line at the beginning of the G-code. Texts can be customized with any commands that the controller will understand. Note: the Estlcam controller will ignore that line (won’t understand it, doesn’t need it).