I’m getting undersized hole features in EstlCAM when using an 1/8th inch end mill, but the error goes away entirely when I step up to a 1/4 inch, or when I switch to a metric cutter.
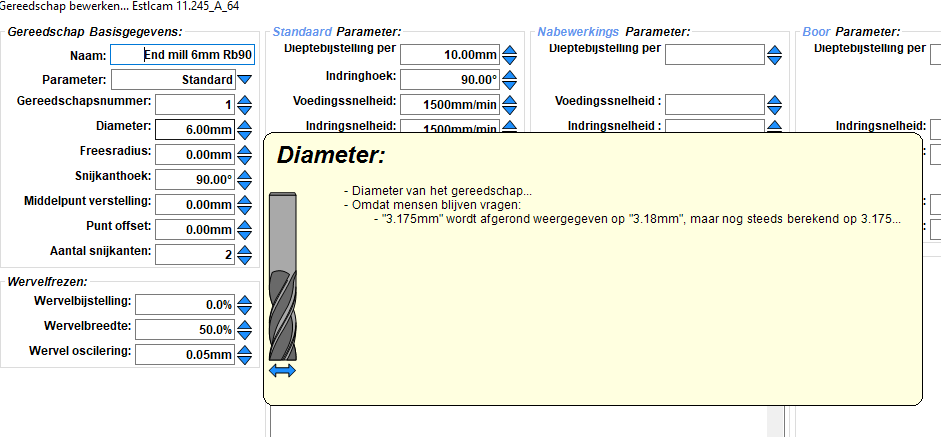
I notice that in the tool listings that 1/8th inch cutters (3.175mm) get rounded up to 3.18, whereas the 1/4 inch cutters (6.35mm) do not, as that size fits nicely within the precision allowed for the field.
Is there a decent solution for this? Presently I am bringing the tool size down to 3.17 instead and coping with a very slight over-size, but it’d be nice to get those digits back.
To take it a step further, pretty much anything you enter will be stored/used by Estlcam. While Eslcam only shows 2-3 decimal places it appears to convert all entries to 32bit floating point numbers. While totally pointless, I’ve confirmed that at least 10 decimal place tool diameter entries are valid.
I’ve gotten 1/8" tools that were actually 3mm in diameter. Maybe it’s because I buy relatively cheap tools, but the diameters are seldom exactly as advertised.
i’m thinking i’m running into something similar now; the entire batch packet of 3.175mm cutters I have been using seem to measure in a range from 2.9 to 3.2 – i’m starting to think that I grabbed a few of the low-measuring cutters the past few days while struggling with this.
I measured at the start of this and then took it for granted that cutters from the same (cheap) facility would be similarly sized – I think that was an incorrect assumption to rely on from such a low quality source.