After building a Lowrider to mill surfboards, it turned out too big is not very convenient…
So here comes the MPCNC without table!
The frame is kind of a torsion box built to let the Z-axis access the whole work area, having a thicker frame make it more rigid and eliminates the feet completely with still just enough room to get the drag chains under the steppers.
The footprint is minimized and only extended just a mm past the steppers to be able to store it sideway
all the electronics and wires fit inside the frame.
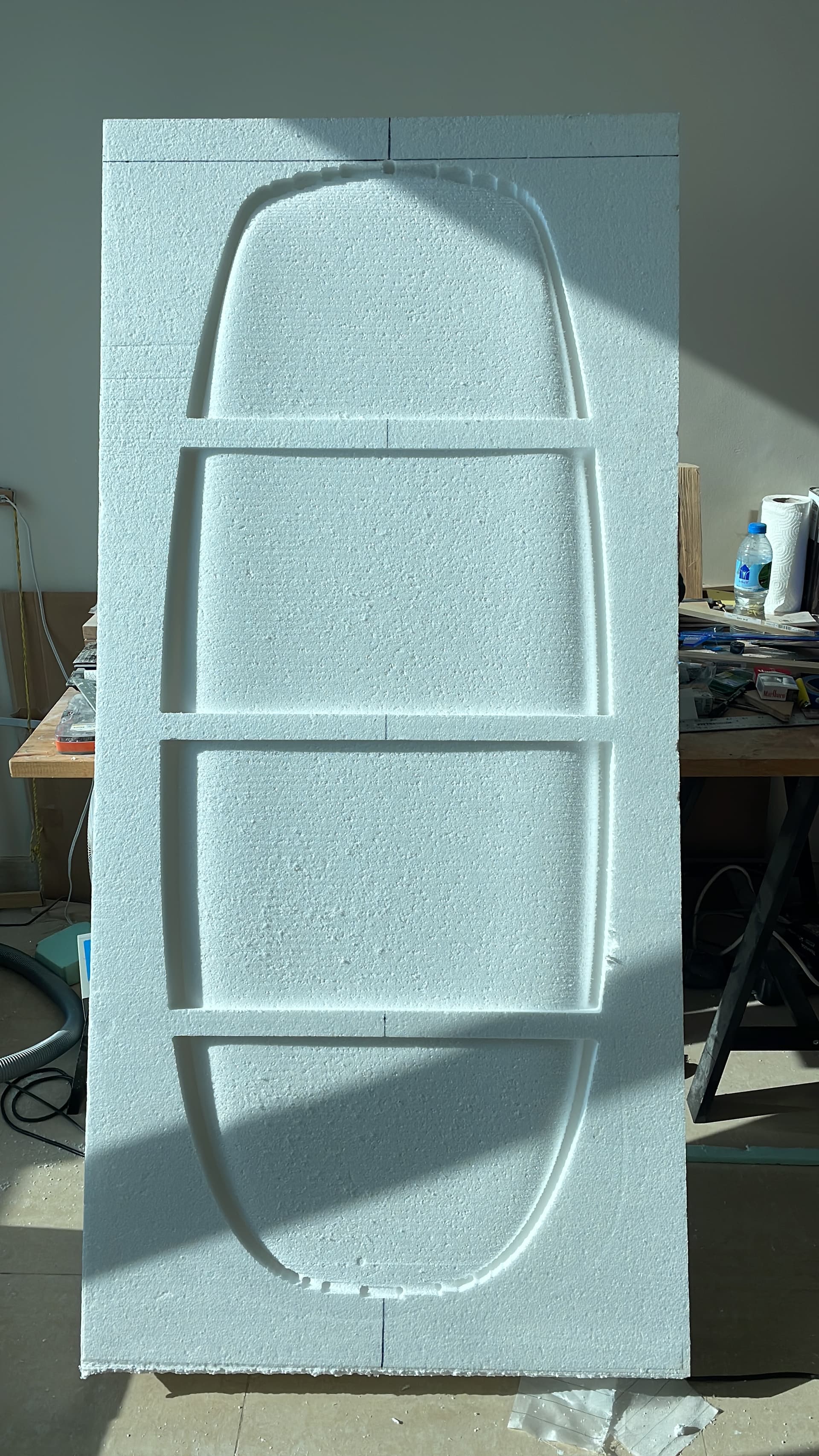
The deck was a great success! but, rookie mistake… i didn’t square the machine properly for 2 of the bottom sections… nothing some glue and spare polystyrene can’t fix!
The small areas not machined act as tabs and very easy to sand down.
I’m always amazed at what comes out of those machines!
Next evolution will be to change the feet for some more advanced with wheels and the ability to turn the table upside down to use it as an extra table… small workshop problem
Great !
To avoid squareness problems, it is possible to add a well squared ruler on the X axis under your frame so that you can trust it by pressing it against the stock and only have translations to do.
The bloc of polystyrene was square, I marked the frame to align the center line after each move, the problem was the tube along the Y axis , now I’m checking the distance between trucks and corner support after moving the core by hand, For what I’m doing, +/- 1mm over 400 mm of Y and 600 mm of X is more than good enough.
I designed the machine with a Z axis longer than the longest bit I was planning on using (10cm) and so that the bottom of the table matches the bottom of the bit when it’s almost at the highest with a couple cm to spare for the movements.
Then when I was generating the GCode in fusion, I just set the blank to 10cm thick so that it doesn’t try to go deeper.
only one pass… except for the last section below the nose as it was a lot of foam to remove there and I was overloading the spindle making it shut down.
I found that when it’s starting to have issue or too much chatter, slowing down the federate helps, but stays faster than doing 2 passes.
around 10 to 15 minutes per section, except below the nose: 20 minutes.
the volume of the bloc containing the board - volume of the board = waste. everything that within te outline is is small beads going everywhere, and the rest is a big chunk. I didn’t install vacuum on the machine, but I was using my vacuum by hand to clean from time to time.
New to this site, but have been reading up on some of the CNC surf/foil board projects. I have a large workspace that is currently being occupied by the maslow machine for cutting out rocker profiles and templates. If you had more space in your work area would you have stuck with the lowrider for board making? Great build and ingenuity!
in the end I prefer the MPCNC and the multiple operations. first you can adapt the strategy depending on what part you’re machining, and when there’s a problem and you need to restart a step, there’s much less to be redone.
Have you ever thought about milling a blank that was not square ie rocker profiles hot wire cut already? Would this be too hard to line up with a reference point and to hold in place? I do like the idea of having more control over each segment of the operation thus not wasting an entire blank on one mistake, but it does seem rather intensive/intermittent. Seems like you are doing it well though. Another question I had was with the drop table. With a long bit like the 150mm you are using does this have any issues with the 80mm z travel, like not being able to zero out at top of the blank below machine in drop table at 10cm? This is what I am most confused about. Thanks for your response.
my Z is around 12cm, so with the longest 10cm bit, they zero at the bottom of the table with a few spare cm up for travel.
you could machine a blank with the rocker cut as long as your add 2 wood pieces on the side to index the blank against the bottom of the table.