I originally thought I messed them up because I didn’t set the tool for finishing pass (side note: you do have to specifically set the tool for the finishing pass correct?). I made a new program to go and do those finishing passes and am still undersized.
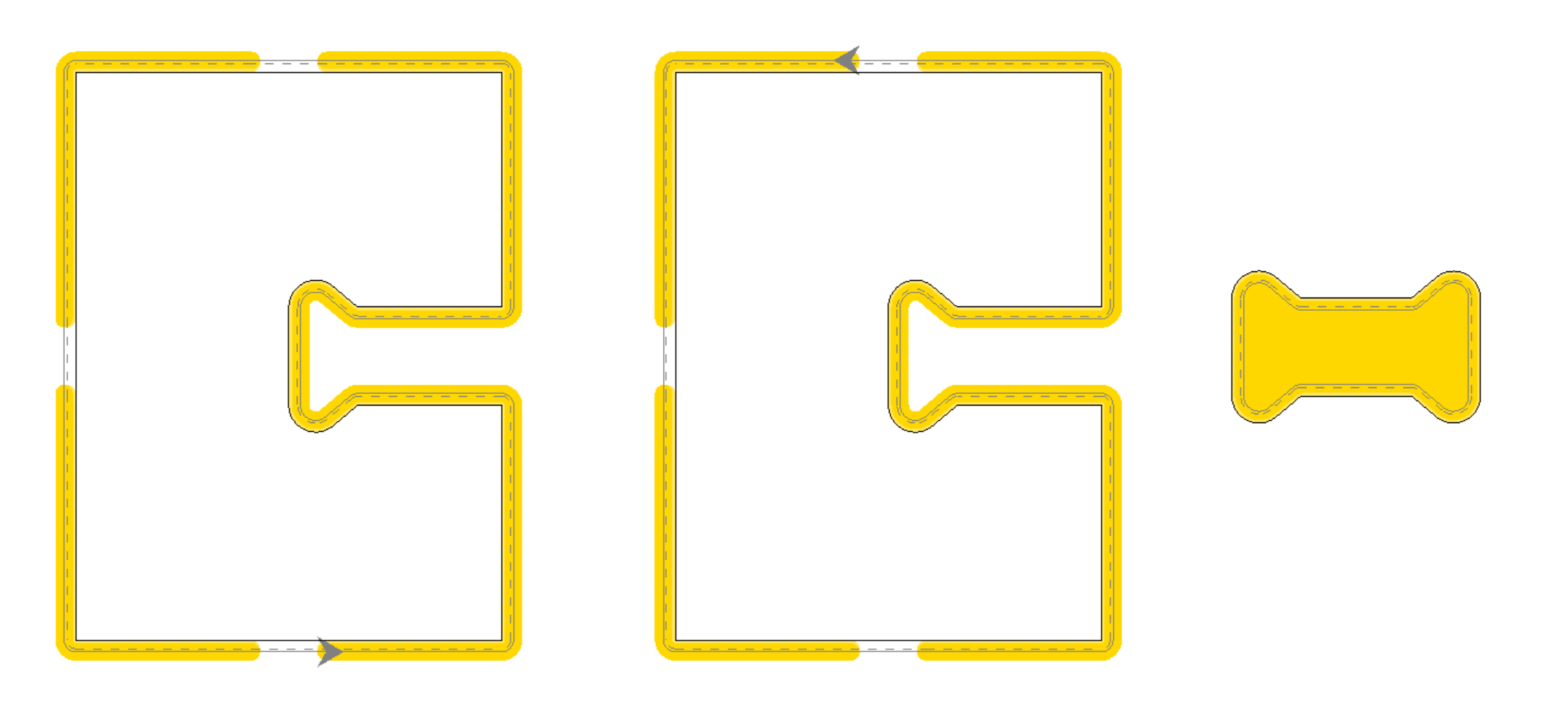
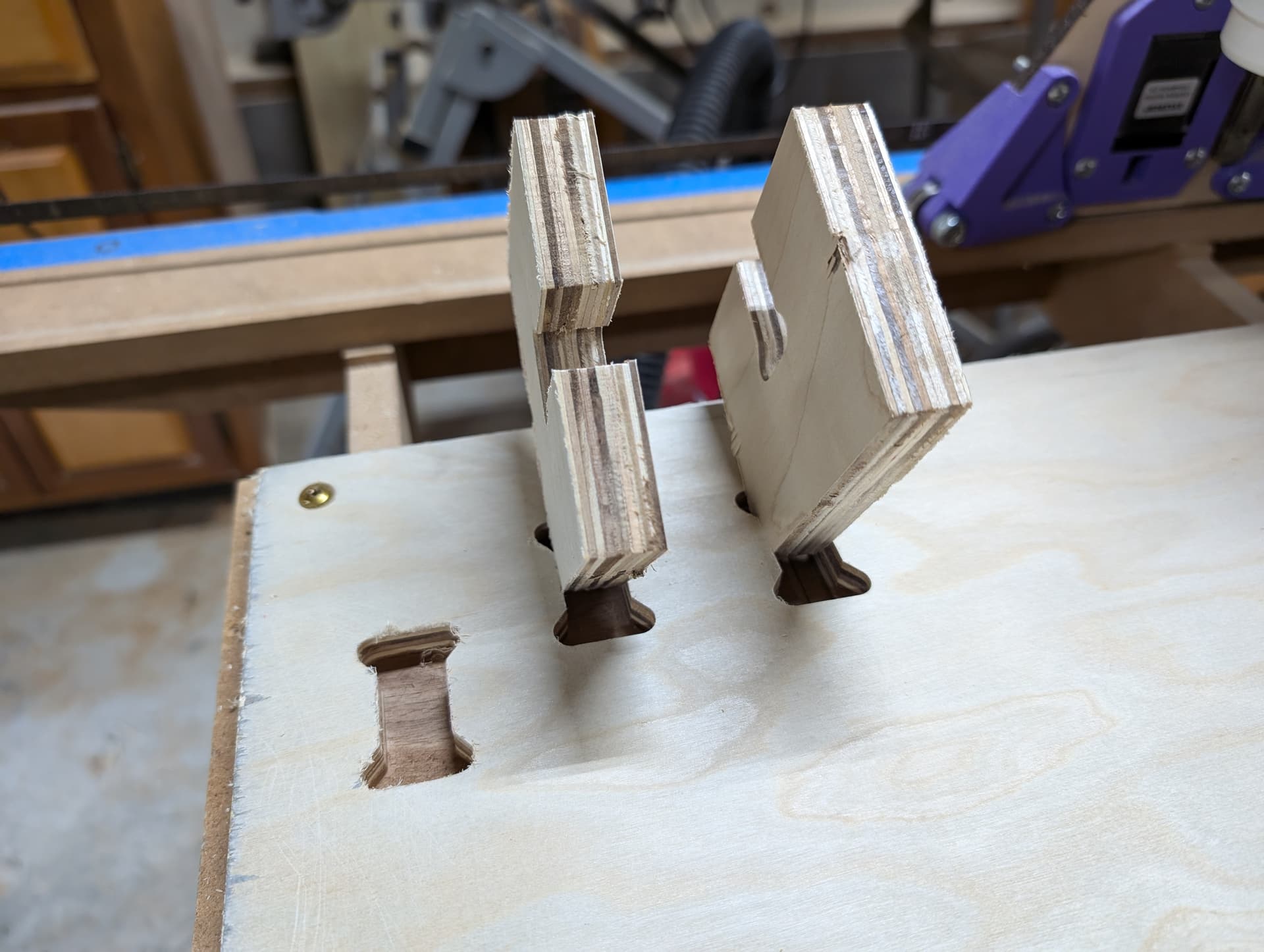
I did the following test cuts, the two pieces on the left cut out no issues and slot together perfectly, but dog bone on the right is undersized in both x and y dimensions.
The dimensions when measuring in estl cam are 1.75in and .69in, and in the pictures you can see the dimensions I am ending up with. These are done with a finishing pass of .025". I have also tried the dog bone with a .01" finishing pass and it is still undersized the same amount.
The other cuts show a lot of deflection, in the left picture, right over the “mm” you can see that the endmill jumped to the side, probably because there is the start of the program where it “jumps” into the starting position. If I had to bet, I’d say the core or the mounts are loose.
That’s actually where a holding tab is, all holding tab locations in the Y direction have it because (I assume) my tool isn’t perfectly perpendicular. I’m fairly confident that my core is fully tightened down.
Are you cutting the bone as a part or a hole? The two pieces on the left look like parts, but the bone on the right looks like it is being cut as a hole.
Do you have a finishing pass? The first pass will deflect the bit and the finishing pass comes by at basically the same location, but without the load and makes things precise.
The sad thing is yeah I did have a finishing pass, that’s how bad the bit was. As soon as I swapped the bit and ran the same program worked like a charm. Did the fingernail test with the old bit and just kinda slides like butter
On that note, I thought the default was to do a full depth finishing pass but looking at the tool in EstlCam I guess I was wrong. Should I adjust the finishing pass to be full depth? Do I in turn need to slow down the feed rate for the finishing pass? Lastly, what finishing pass size should I be using, the built in EstlCam 5% seems very small with a 1/8in bit (.16mm allowance).
Full depth if your bit has a cutting edge long enough. Fast should be ok. I can’t even see it is cutting anything in the full depth pass. It just sounds different.
I don’t think the offset matters much. The 0.16mm or even 0.1mm isn’t all it is taking off. If the bit flexes durung the roughing cut, the finishing pass will remove that extra material plus the 0.16mm. so if the bit flexed 0.2mm, it will remove 0.36mm.
In aluminum, some people have even done two finishing passes. I doubt you will need that in aluminum.