Hi guys
Finally I decided it was the time to try cut the first strut for the machine. I did some tests before with the pen making sure everything was looking good and finally gathered the courage to put the bit and try the cut. But at some point everything went sideways and I have some guesses about why but I prefer someone with experience can maybe tell me.
First the setup:
I went to bauhaus and as i couldnt find mdf board as thin as 6mm I saw there was oil tempered hard board. Which was also a type of conglomerate and which I thought could be a good replacement. I guess this could have been part of the problem. So this was the working material
Then my setup in ESTLCam I used this tool with the parameters that are considered failsafe in the V1 website
For The Impatient¶
If you just want to get the machine dirty here is the generic recipe. This should work in every material softer than metal; you can optimize later.
-
Single flute ⅛″ upcut bit.
-
8mm/s Feed Rate (The speed at which you move through the material).
-
3mm/s Plunge Rate (The speed at which you move vertically into the material).
-
1mm Depth of Cut (The thickness of material your bit will be removing per pass).
-
45% Step Over (The percentage of bit diameter that should be in contact with the material)
-
Use the Peel pocketing strategy.
-
Always use a finishing pass of ≈10% of your tools diameter. The denser the material the smaller the finishing pass.
So this is how it looked in ESTLCam
![]()
I used helicoidal drill for teh holes and the exterior i used the Part function leaving tabs
I attach the gcode that was generated
Then for the execution bit:
I used the 1/8” single flute carbide bit sold in the v1 shop. I have a Makita router RT0702C. And I put the speed dial to 6 on it
Now checking the manual I realized that corresponds to
Number min-1
1 10,000
2 12,000
3 17,000
4 22,000
5 27,000
6 34,000
34K rpm, which is a lot above the 24K that I said the tool uses in ESTLCam. Guess I should have gone for something in between 4 and 5
As for what happened:
The holes were done ok. And the machine started to do the whole outline of the strut. In theory I have a Z step of 1 mm so quite a few passes would have been needed
Already on the first pass at some point I started hearing a change in pitch in the sound of the router, to something of a much higher pitch which for me is a sign of the bit probably getting too hot. I lowered the speed to 5 on the go which now reading the manual again I figured out is a big NO-NO. But anyway the high pitch lowered down so I figured out I kind of solved the issue.
I noticed also this type of hard board when cut doesnt leave a clean valley like the mdf but the fibers spread and fluff up. After finishing the first lap and going for the second pass (so 2mm deep) the pitch change to really high, i noticed the machine started to get stuck (jumpy behaviour on the steppers) so that to me was a really bad sign and I went immediately to stop the sequence but in the time it took me to do it I could see a small flame come from under the bristles. (Yeah I also had the bristles on so couldnt see really what the router tip was doing, which for the first cut probably was another mistake)
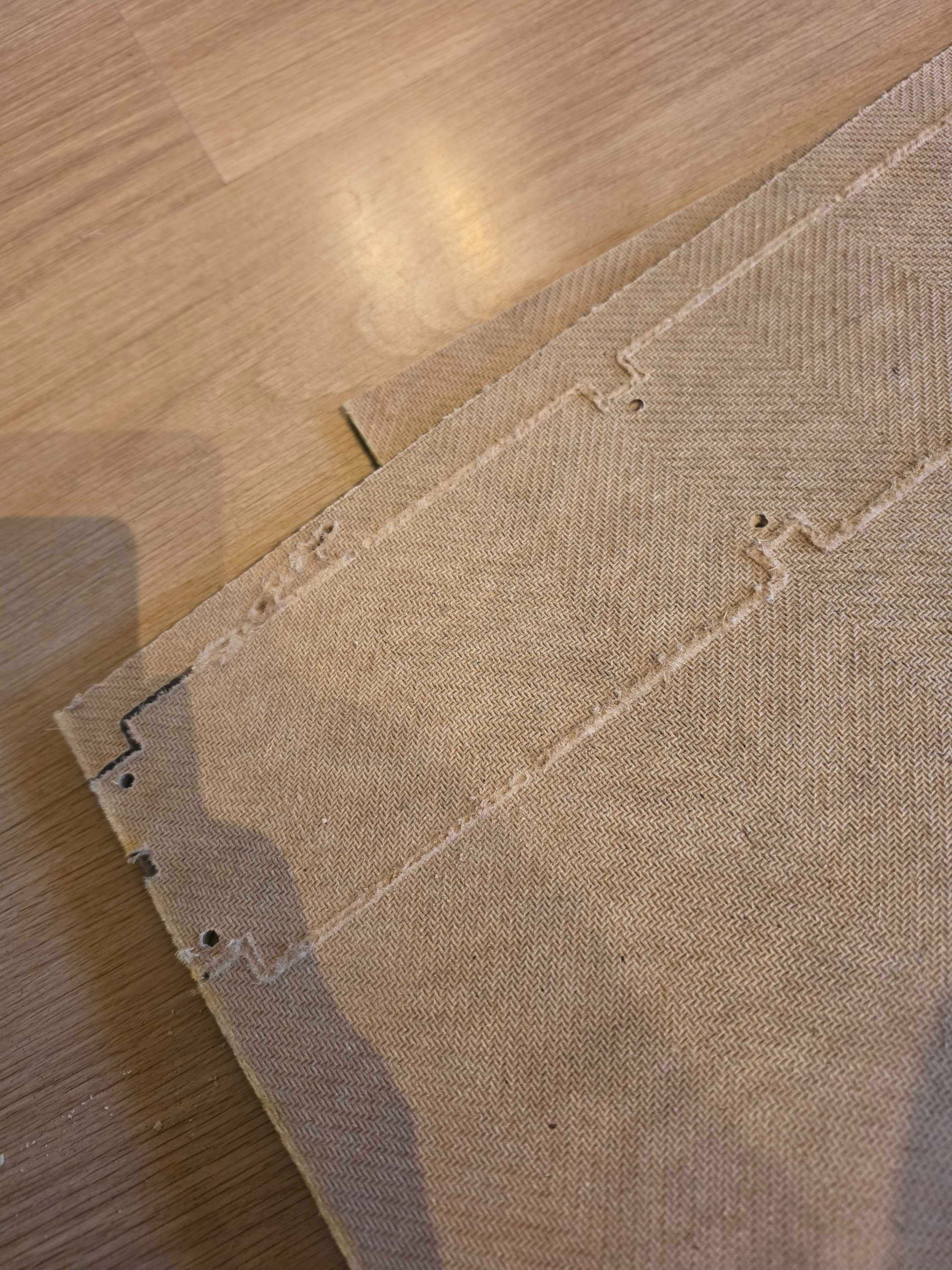
After everything was stopped I lifted the router and what happened is that the bit was out of the collet and had lodged itself into the board at an angle like completely in. So somehow had came out of the collet. The plastic bit on the bit was partially melted (and now is loose). I cannot see the bit bent or damaged which is kind of a miracle. The collet though shows some signs of damage in the opening , but is not really crazy. Dont know if it can be an issue (image attached)
In the board I was cutting it seems the second pass was already cutting all the way to the bottom, as you can see in the images as well, which is strange cause it should only have gone as deep as 2mm (I checked this in the gcode as well). I dont know if the bit came somehow loose and sink more into the material, or was caused by too much heating when started to sink more into the material… Im not really sure. But that was kind of scary
Any help on understanding a bit more everything I did wrong?



Thanks a lot for the help ![]()
strut_plate_A_cut.gcode (80.7 KB)
strut_plate_A_cut.gcode (80.7 KB)
