To begin with, i’m a noob about this CNC stuff, so if I use the wrong words, please forgive me.
Recently I finished by Lowrider 2 build and I 'm now trying to use it. The problem I am running at is that there is some movement in the X-axis.
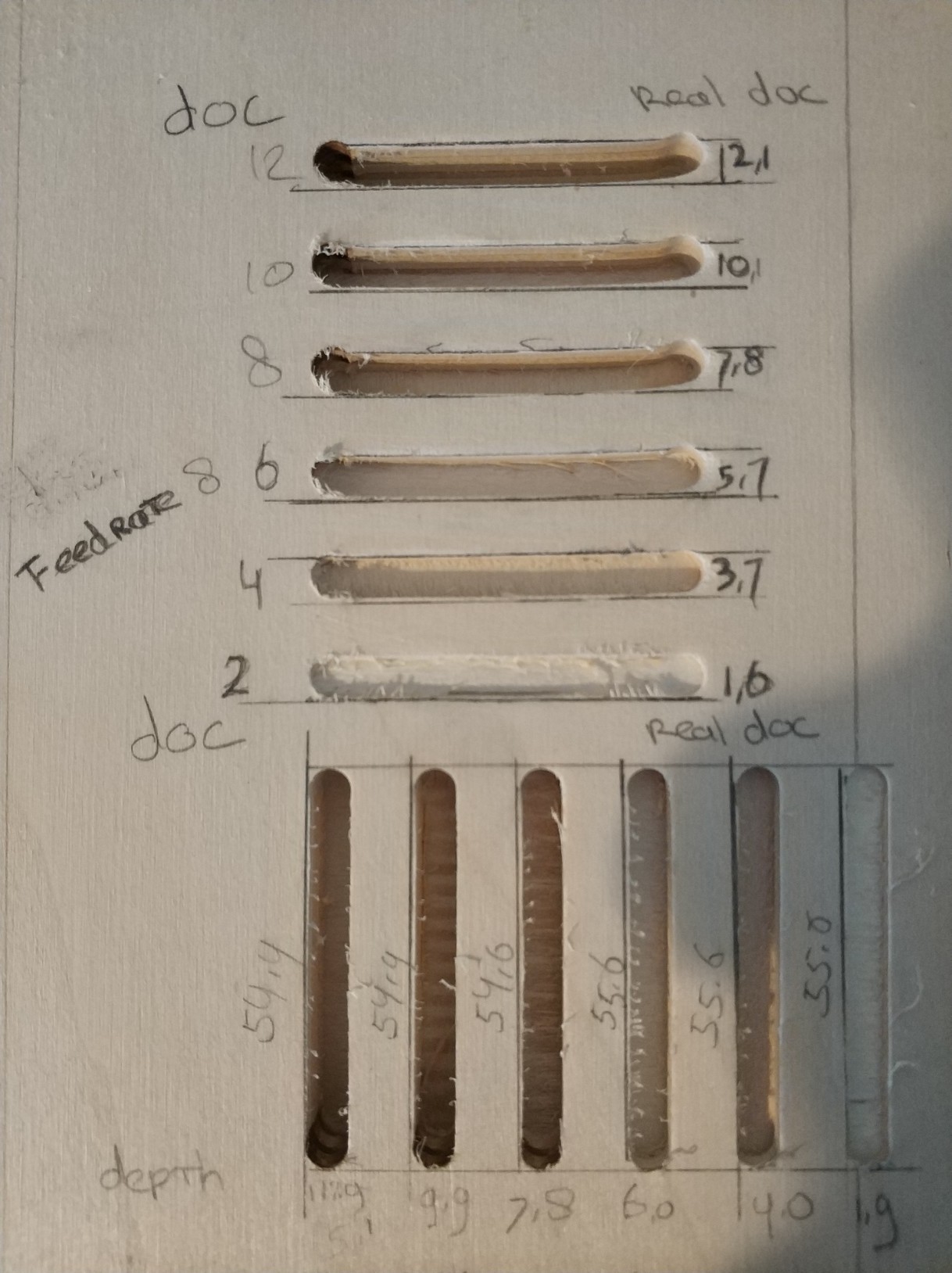
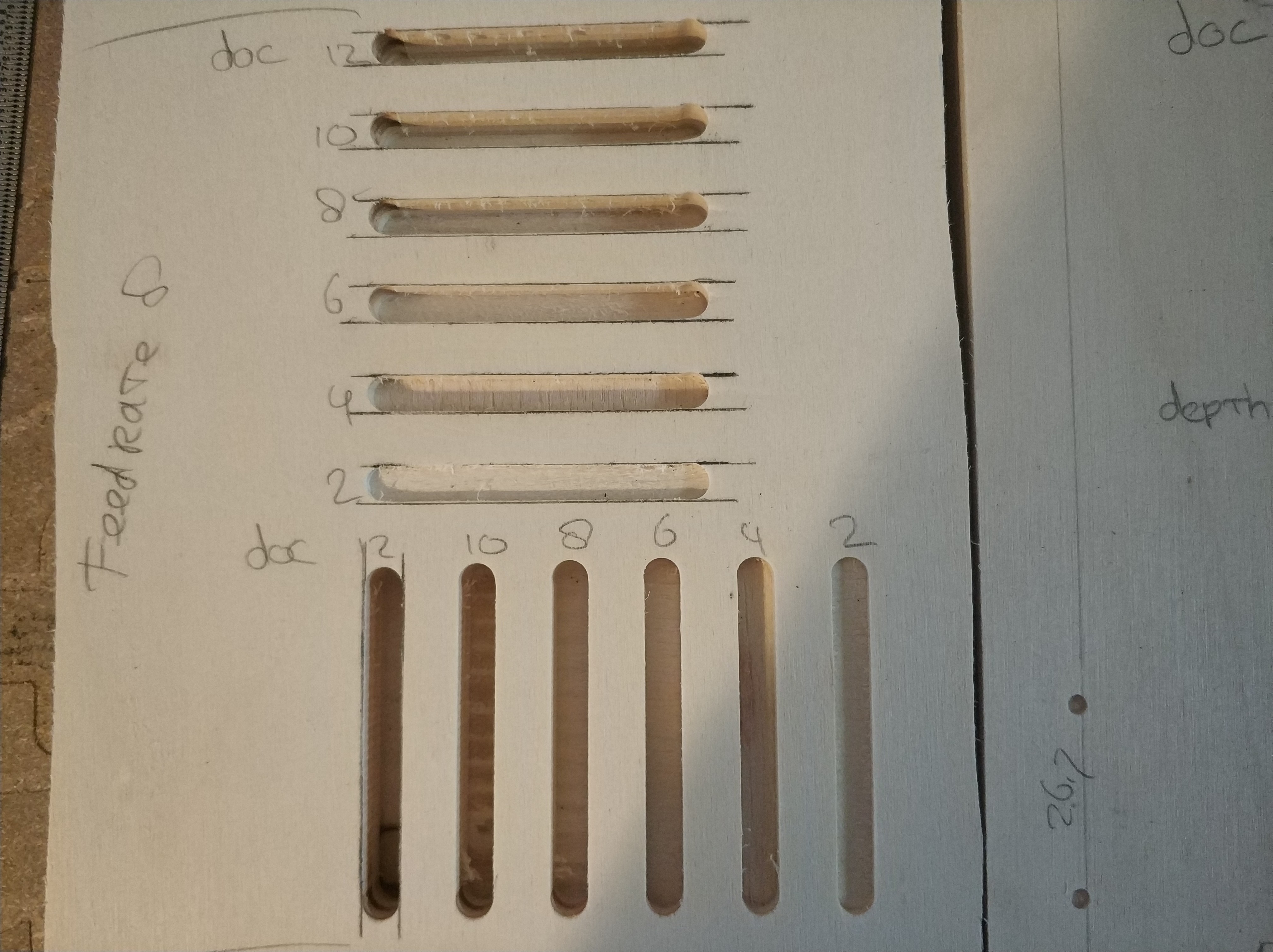
I made a test file with some lines horizontal and vertical and configured in Estlcam that each line goes deeper, in 1 pass. Feedrate are all the same, 8mm/sec. I’m using a 5,5 mm upcut spiral bit from banggood:
I also tried a 1/8 inch bit with a extension rot, which I cut so it wouldn’t be so long, and a collet for 1/8 inch bits. The result we’re even worse.
I have cut all the plates again, this time using the CNC, but that didn’t fixed the problem. Double checked the belts and the are all tight. My bearings we’re all a little bit loose, but after tightening it a little bit further there was no change. Everything still rides very smoothly.
The shape of the cut suggests deflection. A bit of half grin looking slot on deep cuts. I experienced those when using 6.35mm bits for the first time. The gantry is experiencing torsion and causing the bit to pitch a tiny amount, which is exacerbated the deeper you cut.
With 1/8th inch bits it is more bit deflection issues than the gantry torsion.
What tube material and tube thickness are you running?
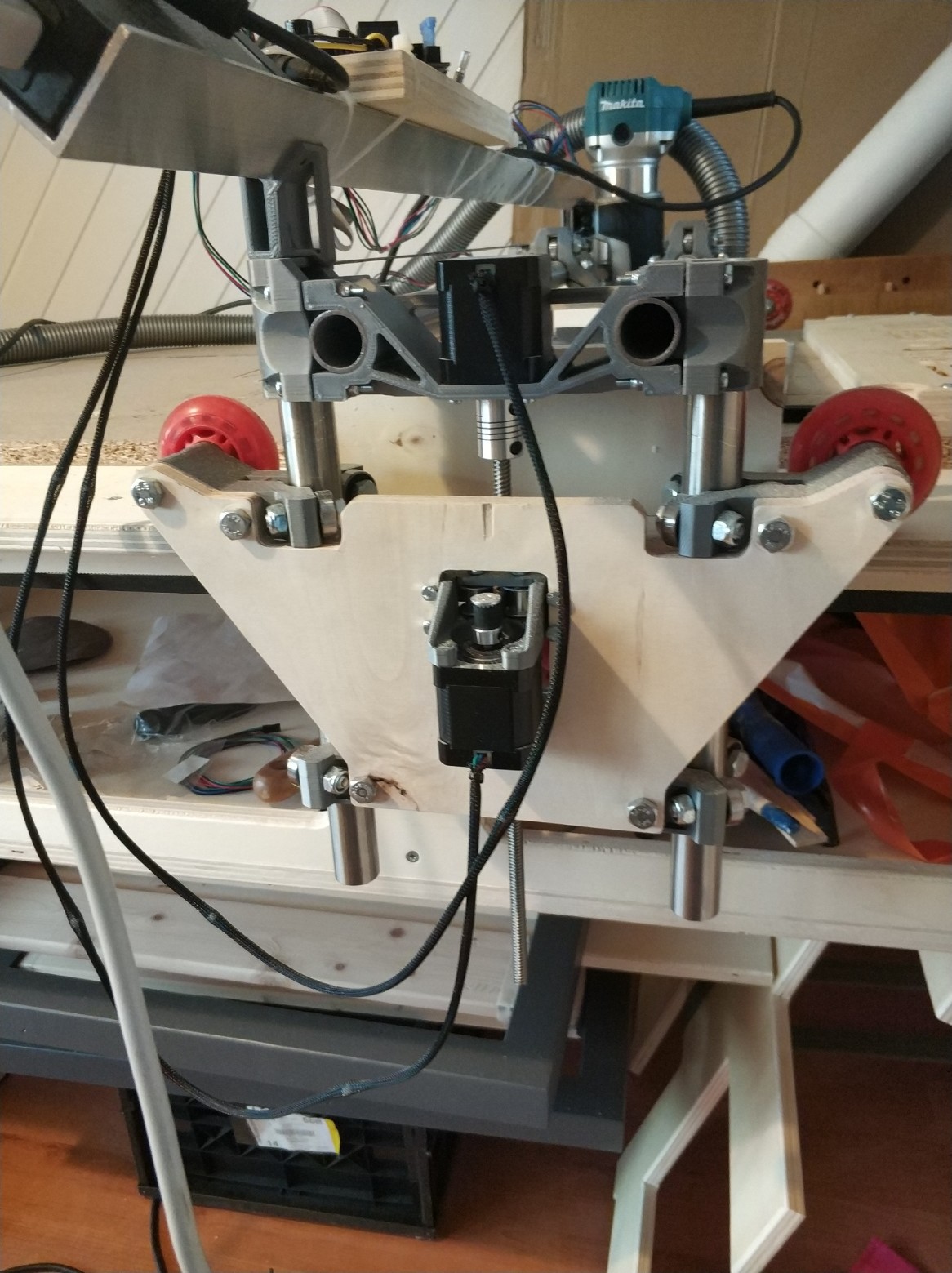
Look down the X-Axis as you’re cutting making a straight slot on the Y-Axis only. If the carriage is in the center or close to, you should be able to tell if the gantry is experiencing torsion.
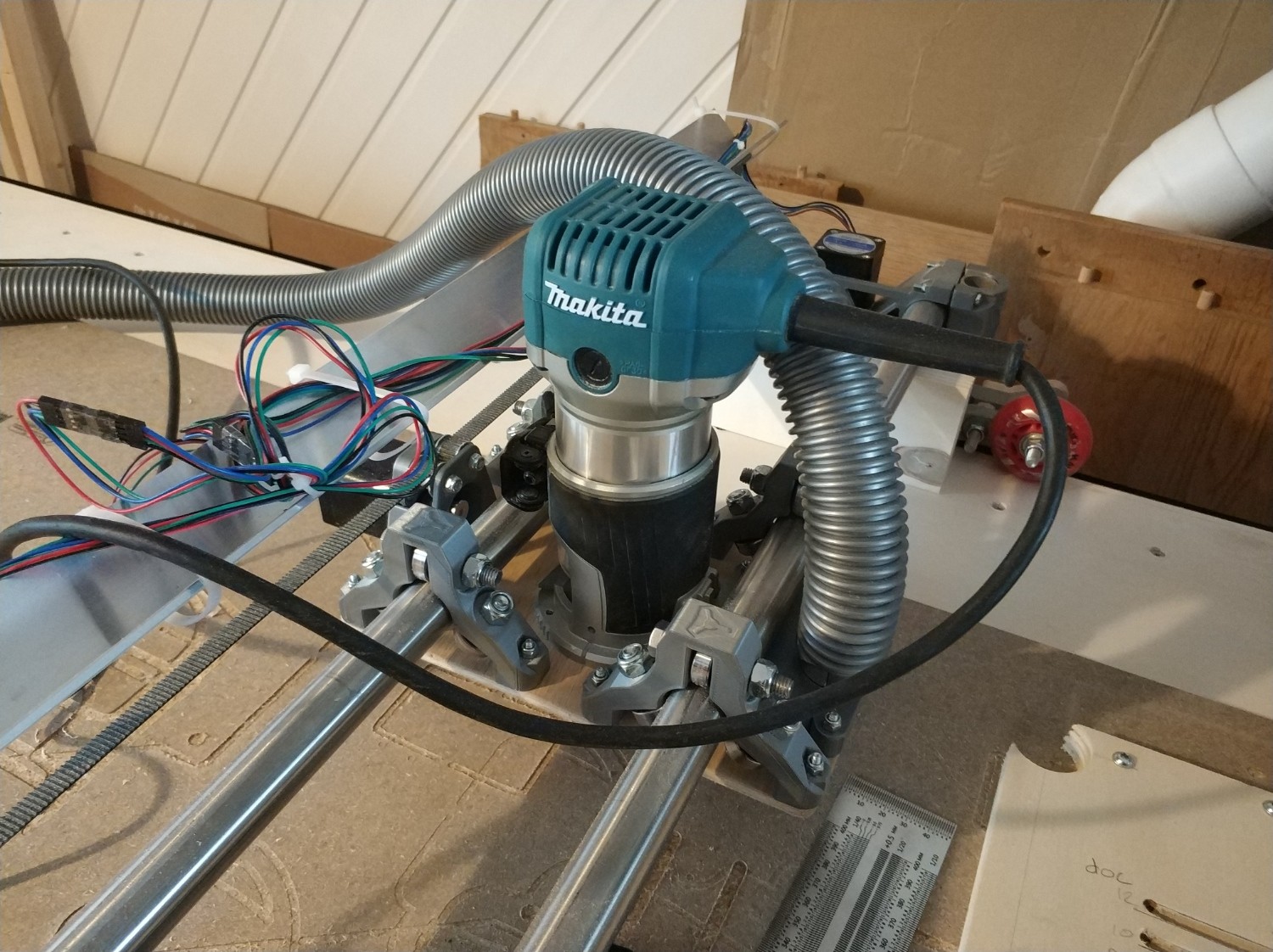
I checked the grub screw and it is very firm but what I have found is that there is a height difference of 2 mm between the front and back of the router plate and the work piece. And with front I mean the side where the motor is and the back where the vacuum hose is placed.
So I guess that if there is a 2 mm difference that the bit won’t be perpendicular to the work.
I also checked with a level and there is also a differences between the table and the tubes.
The strange thing is I can’t figure out what the difference in height is causing. The Y-plates are cut on the CNC, so I guess there straight. Any ideas how to troubleshoot?
If you have 2mm difference when your gantry is all way down then you have to unscrew the bolts of your y and push the gantry all way down so it will touch plastic parts of the x axis.
Also check if the couplers rise parallel.
Update: I realigned the two short tubes, on each side, so that they have equal spacing on top and bottom between then. There was a difference before, but now there are the same. But still I have height difference at the router plate. Also the long tubes have not equal height opposing the table.
If the couplers not rise parallel it would cause height difference between the x-axis (short side of my table) right? I have problem with height difference on the y-axis (long side of my table).
If you measure the height with your gantry all down and you have different distance at your front to your back side of your router plate then you probably have some printed parts wrong.
I decided to tear it all down and start over from scratch. After disassembly the Y-plates I used a caliper to measure all the sizes and find some faults. So in the next days I will make some new ones and I hope that will solve the deviation.
Update: the y-plates I used before where perfect according the printed templates. My mistake using the caliper…
So I reassembled everything. I noticed that the long tubes had some mm differences when screwed down, so I corrected that and everything looks straight now!
Still some off line entries where the bit enters and exits the wood. Only at the y-axis (long axis).
Is this maybe normal and am I chasing ghosts?
Of does anyone has some tips how to prevent this?
I would think this is normal for a 6mm bit, 8mm/s feedrate and 12mm depth of cut. And if not, then I’m having issues as well. I’m seeing same kind of symptoms with a 3mm bit, 15mm/s feed and 4mm depth pf cut in birch plywood.
How does the tool diameter vs DOC effect the lowrider pitching? I could see the end mill itself deflecting but I wouldn’t expect that to have any effect on the collet or above. If anything I would expect a larger end mill to put more force back into the machine at any multiple of the diameter.