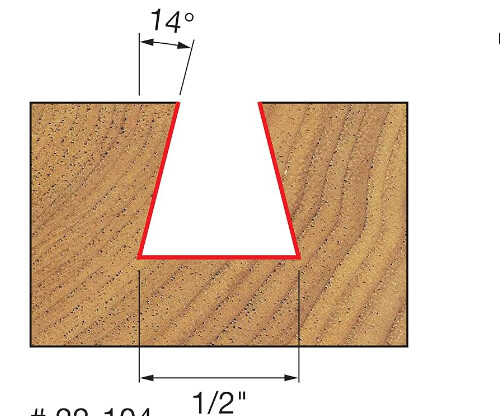
The specs are:
Angle 14°
Number of Cutters 2
Overall Dia. 1/2"
Overall Length 2-5/8"
Shank Dia. 1/4"
Carbide Height 1/2"
I’m mostly intending to use it as a shallow surfacing bit, so I know it probably doesn’t really matter and I can enter it as a regular 1/2" endmill, but I’m just trying to get my library of bits built properly so I’m curious.
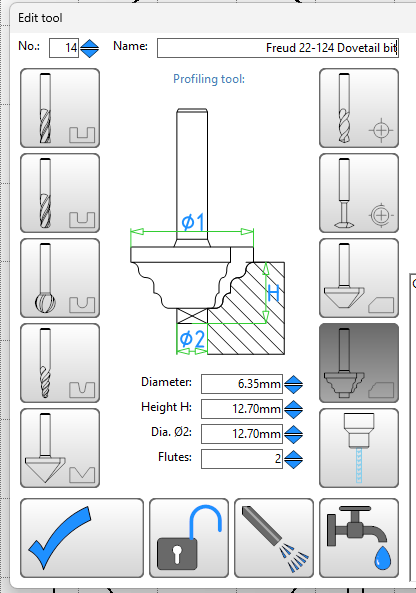
Defining it as a Profiling tool would limit its use to profiling edges and doing that would require a lead-in which means it couldn’t be used for a secondary Chamfering/profiling path. It wouldn’t work for surfacing because the path offset would be based on the small diameter.
Following the Diameter always equals the largest cutting edge diameter rule, i.e. defining it as a regular endmill, is the only all purpose solution. The only real difference when using it (or a T-slot tool) for profiling (it still needs a lead-in) is that you would need to set an up to -3.175 (max profile width) Finishing allowance/path offset for the undercut.
Since I have it, an example of profiling (8mm undercut) with a T-slot tool defined as a regular endmill (v11 or 12).
I just don’t know how EsltCAM would respond to it.
I don’t even know that there is a valid reason to worry about it setting it with the right geometry since I’ll only ever use it in the CNC like I would a straight endmill…
…Correction, defining a dovetail bit as a profiling tool doesn’t work / has no useful application. Profile tools need to match the drawing (largest Diameter/D1 at the top), will always be cut to Height H: depth (regardless of the Cutting depth:) and the path will always have a properly calculated (D1 - D2 / 2) negative path offset (v12). The same thing can be accomplished by defining a regular endmill with a D1 Diameter, a cut depth that equals Height and a negative Finishing allowance that equals D1 - D2 / 2.
Currently any undercutting (below the surface side cutting) profile tool (dovetail, t-slot, lollipop, upside-down chamfer, etc.), any tool where the largest cutting edge diameter is not at the top, needs to be defined as a regular endmill. Like top profiling, the shape details (angle, radius, etc.) don’t matter. All that matters is the (desired) profile height and width.
Undercutting needs a Lead-in, Depth = 0 (typical, can be more), Start level (e.g. 12.7 for that dovetail) and a profile width negative Finishing allowance (/path offset, e.g. D1 - D2 / 2 = -3.175 for that dovetail). Any deep side cutting will require multiple paths (e.g. above -4 and -8 t-slot example)… Start level will depend on the profile and where it is to be cut, e.g. a 12mm tall profile centered on a 20mm edge would have a 16mm Start level, (20 / 2) = 10 (material center) + (12 / 2) = 6 (1/2 profile height).