OSB splinters pretty easy (which can cause it to catch) and just like plywood, the glue is usually harder than the wood. So, a very sharp bit is usually recommended. Any time I have issues, it is always a dull bit.
1-What diameter is the endmill, 6mm? 2-How far out from the end of the collect does it stick out?
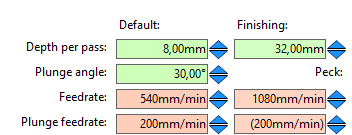
9mm/s feedrate @ 8mm DOC, ~2 on the makita dial rpm. I assume the finishing pass is something like 12mm @ 18mm/s, but 3- what is your finishing pass step-over? (sorry I have zero concept of 540mm in 60 seconds).
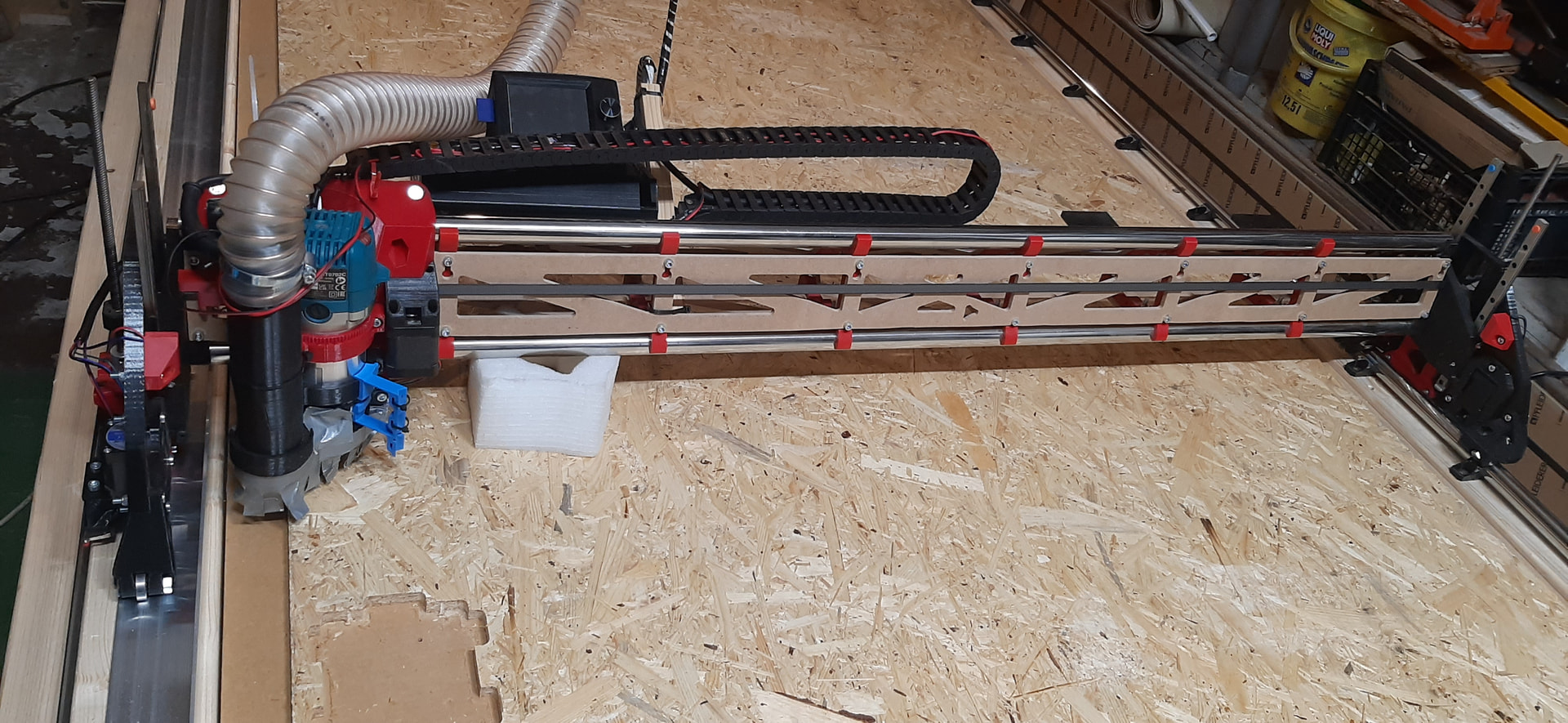
One issue with your build is you absolutely need to secure the vac hose to the top of your core, 100%. Not doing this is going to jack up your accuracy in every direction. Slap a zip tie on it.
Your numbers should be simple for the machine to do. So either that endmill is garbage, or the vac hose is pulling harder than you think.
I would do the same thing just use a 4mm DOC, increase the rpm to 3-4 if you have to, use a 0.6mm finishing pass with at full depth.
Start here and work up. Always best to start light.
I have gone much faster, but it is very machine, material, and cutter dependant. Also, the heavier cuts seem to do better with conventional milling, instead of climb.
i run 18 mm pine treated ply which is bloody hard cutting at 4.5 mm dep’t of cut at 850 mm/m 6mm 2 flute down cut no finishing pass if i know the sheets are fairly fresh out of kilm ill run them at 5mm
which is on safe side for those really hard knots on lr4
untreated ply i run at 1050 mm/m same depth , ive done fair bit of time comparing setting’s
and over all ,dropping back to theses settings over say a 5-6mm doc is only few mins dif ,but upside if does hit hard pieces it will still cut through , not stall and ruin my tool and have LR walk of the rails, ive learnt patience is key in this game
A two flute down cut is extremely slow as compared to a single flute upcut. downcuts pack the material down into the cut, and a two flute has very little room for chips. Single upcut can hog material out and throws it up and out of the way.
A single flute with a finishing pass should get you the same edge quality faster.