There must be so much data floating around here for this but here are my limits.
My LR3 is full size and can cut 1220x2440mm sheets so perhaps this makes the limits a bit lower.
First cuts were with a 1 flute, upcut bit, diameter 4.00mm, 3.5mm DOC, 15mm/s feed. Pretty much the recommended conservative first settings and cuts were good using 6mm MDF only so far.
So from here my thoughts were, time to try a compression bit as the “furr” on the top surface left from the upcut bit might be gone.
These cuts were 2 flute, compression bit, diameter 4.00mm, 7.0mm DOC, 22mm/s feed, still 6mm MDF. Oops went to far. Cuts were made but the stepper motors skipped steps as the cutting load was a lot more.
Next I tried the same compression bit with 4.5mm DOC, 10mm/s feed and still there was some skipped motor steps but not as much.
Then went back to the original 1 flute, diameter 4.00mm, 3.5mm DOC, 15mm/s feed and all was prefect again.
I mainly want to use my LR3 for cutting MDF and HDPE so I think I will likely stick to using a 1 flute upcut bit only but have other had success with a compression bit? I have seen aluminium being but I am still learning lots with MDF.
P.S. All cuts above were with a Makita router on “2” setting.
I think you might have an issue somewhere. I also run a full sheet LR3. I can cut 1/2 birch plywood at 6mm DOC 22 mm/s and have done it faster with a single flute upcut. Its been a long while since I have tried a compression bit. I do have some cheapo amazon ones so I might try it again and see if I get the same results you do.
How are your stepper temps? You might be able to turn them up. At some point the stepper currents were set pretty low. Maybe you have one of those versions. You want to make sure to keep the steppers at about 40-45C under 50 for sure. If they are not warm at all, then you might need to turn them up a touch.
The X motor usually skips first because there are two motors on the Y axis, which means it has double the power.
If you’re currently using a 12V power supply, upgrading to a 24V one would be beneficial.
Each type of bit has a recommended RPM and feed rate setting for the best cutting rate and bit lifespan. Setting “2” on the Makita is 12,000 RPM, which might not be enough for the bit you’re using. Check if the manufacturer has any recommendations.
I think if you upgrade to a larger bit diameter, you’ll be able to cut faster.
AFAIK the size of the router table shouldn’t be affecting your max cutting rate.
What Ryan said is exactly what I had to do for mine. And now it cuts great! My X beam is so heavy it wouldn’t even home at the stock current level lol. I do have temp gauges on all of my steppers and keep a real close eye on them.
The Steppers should not be skipping, ever. That really is not a common thing. If your steppers are skipping, something is wrong. Electrical, physical, or CAM.
The Y axis has more power but also moves considerably more mass.
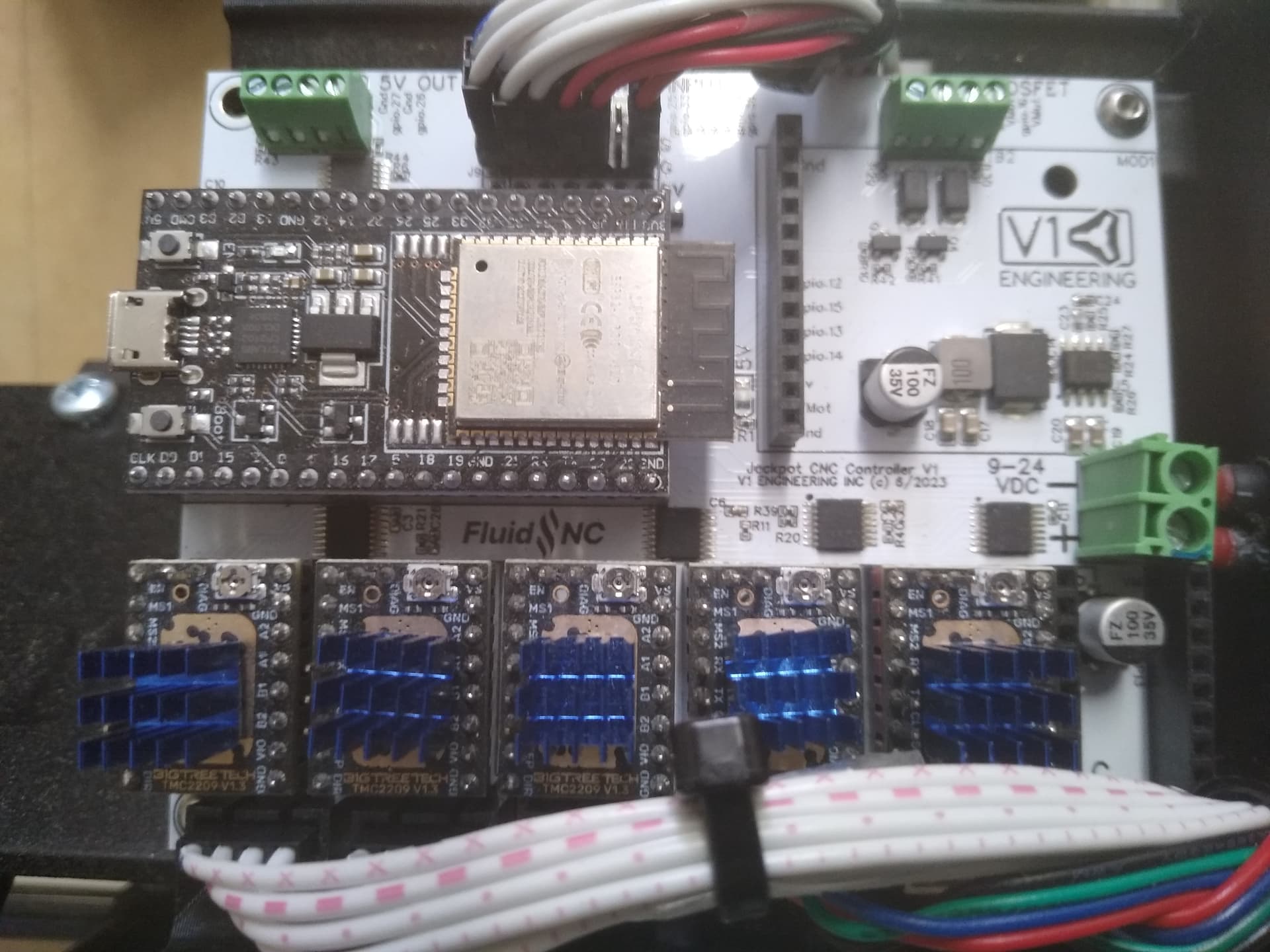
What control board and steppers are you using? I have shipped a handful of different ones over the years, that might help narrow it down. Adding a picture here will probably be the easiest.
Cut some 12 & 16mm MDF today. Using 3.5mm DOC, 15mm/s feed rate, 1 flute upcut bit.
Stepper motors were at 21.5C at start. Y steppers got no hotter than 24C and the hottest temp I saw on the X stepper was 27C. Likely these motors are living too easy…?
Will try to read the current setting from the YAML file tomorrow.
yes! bump it up. There are several ways to turn them up with the jackpot. It is just a text file, be careful not to add any extra spaces though. or you can edit it right from the webui, just remember to save the settings all the way at the bottom of the screen. You can even edit it from the web installer
Took me some time to get these values but my run amps = 0.68A and holding amps = 0.5A. Thinking I will push these up to 1.0A / 0.6A or should I go further?
After Googling around I think the upper limit for the running value is 1.2A. What currents are other LR3/Jackpot machines using without over heating the motors?
That’s a BIG jump. I know it doesn’t seem like it but it really is. I would try .8 and see how it goes. Keep a close eye on your temps. If they are still cool after a 30 min cut and you think you need more then try .9
Ok, so my original running amps setting at 0.68A is not far off the mark. I will try 0.75A for the running amps and leave the holding amps at 0.50. My steppers do stay nice and cool and I have an IR temperature gauge to easily check them.
It was only the dia. 4mm, 2flute compression bit at 7mm DOC & 22mm/s that skipped steps. I haven’t had any problems with the 1 flute upcut bit.
As a follow up to this LR3 cutting limits question, I recently changed my motor currents and have seen improved cutting power. The running currents were changed from 0.68Amps to 0.80Amps and the 4mm compression bit was able to cut 6mm MDF with a 6.5mm DOC but with a modest 15mm/sec speed. There were still some signs of skipped steps on a bigger cut but definitely an improvement over my first test.
Question I have now is can I go further and increase the stepper motor currents more? My steppers are still barely warmer than the ambient air after cutting which makes me think perhaps they are not getting the full 0.8Amps.
Also when I do the inevitable LR4 upgrade (perhaps in the new year) does the software side of things get upgraded? I am currently running a Jackpot board with FluidNC version 3.8.0 and not real confident in playing around with new software settings and versions.
I am in Australia so didn’t get the power supply from Ryan. I have a 24V version of these but maybe it is possible this is not providing a full 24V. We have 240V AC power supply here.