Hi, i’ve been troubleshooting my LR3 the last couple of days. I have had it for a while now and it used to function nicely. It had to be stored a way for a little and it moved to a new shop. It is a full sheet build. I recently surfaced the table and moving the cnc over it is completely flat.
Troubleshooting already done:
flat table / surfaced
tightened all? screws and grub screws also with loctite.
core was a bit loose so i tightened that.
tightened all the belts
squared the machine
increased the stepper current from 900 to 1400 for the z, made the steppers a little too hot for my iking so i decreased the current to 1100.
z screw is lubed and doesn’t seem to bind anywhere, however, depending on the position of the core on the x axis the beam does not always drop when turning the machine off.
I’m starting to get frustrated by this problem, mostly since it used to work really well. I used to be able to cut through solid white oak with a 6mm bit at 5mm doc and 1500mm/s no problem. But now it is strugling with soft poplar plywood… any help is welcome!
oh before i forget, moving it with no load it is very accurate in all directions. When cutting parts the tend to be 1mm oversized or undersized so 120mm part comes out 121 or 120.5
I was viewing my gcode in ncviewer to check, i couldn’t find any reason for the error. This is the first section of gcode of this job. Is there a clear mistake that im looking over?
;Fusion 360 CAM 2.0.17954
; Posts processor: MPCNC.cps
; Gcode generated: Tuesday, December 26, 2023 8:58:14 AM GMT
; Document: TEARDROP v16
; Setup: Setup3
;
; Ranges Table:
; X: Min=-1 Max=1038.5 Size=1039.5
; Y: Min=-1 Max=2138.36 Size=2139.36
; Z: Min=-8 Max=15 Size=23
;
; Tools Table:
; T1 D=6 CR=0 - ZMIN=-4.5 - flat end mill
; T2 D=4 CR=0 - ZMIN=-8 - flat end mill
;
; Feedrate and Scaling Properties:
; Feed: Travel speed X/Y = 2000
; Feed: Travel Speed Z = 300
; Feed: Enforce Feedrate = true
; Feed: Scale Feedrate = false
; Feed: Max XY Cut Speed = 1500
; Feed: Max Z Cut Speed = 300
; Feed: Max Toolpath Speed = 1500
;
; G1->G0 Mapping Properties:
; Map: First G1 -> G0 Rapid = false
; Map: G1s -> G0 Rapids = false
; Map: SafeZ Mode = Retract : default = 15
; Map: Allow Rapid Z = false
;
; *** START begin ***
; Set Absolute Positioning
; Units = mm
; Disable stepper timeout
; Set current position to 0,0,0
G90
G21
M84 S0
G92 X0 Y0 Z0
; COMMAND_TOOL_MEASURE
; Probe to Zero Z
; Ask User to Attach the Z Probe
; Do Probing
; Set Z to probe thickness: Z0.5
; Retract the tool to 10
; Ask User to Remove the Z Probe
M0 Attach ZProbe
G38.3 F60 Z-200
G92 Z0.5
G0 Z10 F300
M400
M0 Detach ZProbe
; *** START end ***
;
; *** SECTION begin ***
; X Min: 48 - X Max: 1038.5
; Y Min: 1624.16 - Y Max: 2138.36
; Z Min: -5 - Z Max: 15
; 2D Pocket1 - Milling - Tool: 2 - flat end mill
; COMMAND_START_SPINDLE
; COMMAND_SPINDLE_CLOCKWISE
; >>> Spindle Speed: Manual
M0 Turn ON 5000RPM
; COMMAND_COOLANT_ON
; >>> WARNING: No matching Coolant channel : Flood requested
M117 2D Pocket1
G0 Z15 F300
G0 X471.93 Y2129.154 F2000
G0 Z5 F300
; MOVEMENT_PLUNGE
G1 Z2.5 F333
; MOVEMENT_RAMP_HELIX
G1 X471.807 Y2129.145 Z2.496 F333
G1 X471.685 Y2129.128 Z2.491 F333
G1 X471.564 Y2129.103 Z2.487 F333
G1 X471.445 Y2129.071 Z2.483 F333
G1 X471.329 Y2129.031 Z2.478 F333
G1 X471.215 Y2128.983 Z2.474 F333
G1 X471.105 Y2128.928 Z2.47 F333
G1 X470.998 Y2128.866 Z2.466 F333
G1 X470.896 Y2128.798 Z2.461 F333
G1 X470.798 Y2128.723 Z2.457 F333
G1 X470.706 Y2128.641 Z2.453 F333
G1 X470.618 Y2128.554 Z2.448 F333
G1 X470.537 Y2128.462 Z2.444 F333
G1 X470.462 Y2128.364 Z2.44 F333
G1 X470.393 Y2128.262 Z2.435 F333
G1 X470.332 Y2128.155 Z2.431 F333
G1 X470.277 Y2128.045 Z2.427 F333
G1 X470.229 Y2127.931 Z2.423 F333
G1 X470.189 Y2127.814 Z2.418 F333
G1 X470.157 Y2127.696 Z2.414 F333
G1 X470.132 Y2127.575 Z2.41 F333
G1 X470.115 Y2127.453 Z2.405 F333
G1 X470.106 Y2127.33 Z2.401 F333
G1 X470.105 Y2127.207 Z2.397 F333
G1 X470.113 Y2127.084 Z2.392 F333
G1 X470.128 Y2126.961 Z2.388 F333
G1 X470.151 Y2126.84 Z2.384 F333
G1 X470.181 Y2126.721 Z2.38 F333
G1 X470.22 Y2126.604 Z2.375 F333
G1 X470.266 Y2126.49 Z2.371 F333
G1 X470.319 Y2126.379 Z2.367 F333
G1 X470.379 Y2126.271 Z2.362 F333
G1 X470.446 Y2126.168 Z2.358 F333
G1 X470.52 Y2126.069 Z2.354 F333
G1 X470.6 Y2125.975 Z2.349 F333
G1 X470.686 Y2125.887 Z2.345 F333
G1 X470.777 Y2125.804 Z2.341 F333
G1 X470.874 Y2125.728 Z2.336 F333
G1 X470.975 Y2125.658 Z2.332 F333
G1 X471.081 Y2125.595 Z2.328 F333
G1 X471.191 Y2125.538 Z2.324 F333
G1 X471.303 Y2125.489 Z2.319 F333
G1 X471.419 Y2125.447 Z2.315 F333
G1 X471.538 Y2125.413 Z2.311 F333
G1 X471.658 Y2125.387 Z2.306 F333
G1 X471.78 Y2125.368 Z2.302 F333
G1 X471.903 Y2125.357 Z2.298 F333
G1 X472.026 Y2125.355 Z2.293 F333
G1 X472.149 Y2125.36 Z2.289 F333
G1 X472.271 Y2125.373 Z2.285 F333
G1 X472.393 Y2125.395 Z2.281 F333
G1 X472.513 Y2125.424 Z2.276 F333
G1 X472.63 Y2125.46 Z2.272 F333
G1 X472.745 Y2125.505 Z2.268 F333
G1 X472.857 Y2125.556 Z2.263 F333
G1 X472.965 Y2125.615 Z2.259 F333
G1 X473.07 Y2125.681 Z2.255 F333
G1 X473.169 Y2125.753 Z2.25 F333
G1 X473.264 Y2125.832 Z2.246 F333
G1 X473.354 Y2125.916 Z2.242 F333
G1 X473.438 Y2126.007 Z2.238 F333
G1 X473.516 Y2126.102 Z2.233 F333
G1 X473.587 Y2126.202 Z2.229 F333
G1 X473.652 Y2126.307 Z2.225 F333
G1 X473.71 Y2126.416 Z2.22 F333
G1 X473.761 Y2126.528 Z2.216 F333
G1 X473.804 Y2126.643 Z2.212 F333
G1 X473.84 Y2126.761 Z2.207 F333
G1 X473.868 Y2126.881 Z2.203 F333
G1 X473.888 Y2127.003 Z2.199 F333
G1 X473.901 Y2127.125 Z2.194 F333
G1 X473.905 Y2127.249 Z2.19 F333
G1 X473.902 Y2127.372 Z2.186 F333
G1 X473.89 Y2127.494 Z2.182 F333
G1 X473.871 Y2127.616 Z2.177 F333
G1 X473.843 Y2127.736 Z2.173 F333
G1 X473.808 Y2127.854 Z2.169 F333
G1 X473.766 Y2127.97 Z2.164 F333
G1 X473.715 Y2128.082 Z2.16 F333
G1 X473.658 Y2128.192 Z2.156 F333
G1 X473.594 Y2128.297 Z2.151 F333
G1 X473.523 Y2128.398 Z2.147 F333
G1 X473.446 Y2128.494 Z2.143 F333
G1 X473.363 Y2128.584 Z2.139 F333
G1 X473.274 Y2128.669 Z2.134 F333
G1 X473.179 Y2128.749 Z2.13 F333
G1 X473.08 Y2128.822 Z2.126 F333
G1 X472.976 Y2128.888 Z2.121 F333
G1 X472.868 Y2128.948 Z2.117 F333
G1 X472.757 Y2129 Z2.113 F333
G1 X472.642 Y2129.045 Z2.108 F333
G1 X472.525 Y2129.083 Z2.104 F333
G1 X472.405 Y2129.112 Z2.1 F333
G1 X472.284 Y2129.134 Z2.096 F333
G1 X472.162 Y2129.149 Z2.091 F333
G1 X472.039 Y2129.155 Z2.087 F333
G1 X471.915 Y2129.153 Z2.083 F333
G1 X471.793 Y2129.143 Z2.078 F333
G1 X471.671 Y2129.125 Z2.074 F333
G1 X471.55 Y2129.1 Z2.07 F333
G1 X471.432 Y2129.066 Z2.065 F333
G1 X471.315 Y2129.025 Z2.061 F333
G1 X471.202 Y2128.977 Z2.057 F333
G1 X471.092 Y2128.921 Z2.052 F333
G1 X470.986 Y2128.859 Z2.048 F333
G1 X470.884 Y2128.789 Z2.044 F333
G1 X470.787 Y2128.713 Z2.04 F333
G1 X470.695 Y2128.631 Z2.035 F333
G1 X470.609 Y2128.544 Z2.031 F333
G1 X470.528 Y2128.451 Z2.027 F333
G1 X470.454 Y2128.352 Z2.022 F333
G1 X470.386 Y2128.249 Z2.018 F333
G1 X470.325 Y2128.142 Z2.014 F333
G1 X470.271 Y2128.032 Z2.009 F333
G1 X470.224 Y2127.918 Z2.005 F333
G1 X470.185 Y2127.801 Z2.001 F333
G1 X470.153 Y2127.682 Z1.997 F333
G1 X470.13 Y2127.561 Z1.992 F333
G1 X470.114 Y2127.439 Z1.988 F333
G1 X470.106 Y2127.316 Z1.984 F333
G1 Y2127.193 Z1.979 F333
G1 X470.114 Y2127.07 Z1.975 F333
G1 X470.13 Y2126.947 Z1.971 F333
G1 X470.154 Y2126.827 Z1.966 F333
G1 X470.185 Y2126.707 Z1.962 F333
G1 X470.225 Y2126.591 Z1.958 F333
G1 X470.271 Y2126.477 Z1.954 F333
G1 X470.326 Y2126.366 Z1.949 F333
G1 X470.387 Y2126.259 Z1.945 F333
G1 X470.455 Y2126.156 Z1.941 F333
G1 X470.529 Y2126.058 Z1.936 F333
G1 X470.61 Y2125.965 Z1.932 F333
G1 X470.696 Y2125.877 Z1.928 F333
G1 X470.788 Y2125.795 Z1.923 F333
G1 X470.885 Y2125.72 Z1.919 F333
G1 X470.987 Y2125.65 Z1.915 F333
G1 X471.093 Y2125.588 Z1.91 F333
G1 X471.203 Y2125.532 Z1.906 F333
G1 X471.317 Y2125.484 Z1.902 F333
G1 X471.433 Y2125.443 Z1.898 F333
G1 X471.552 Y2125.41 Z1.893 F333
G1 X471.672 Y2125.384 Z1.889 F333
G1 X471.794 Y2125.366 Z1.885 F333
G1 X471.917 Y2125.357 Z1.88 F333
G1 X472.04 Y2125.355 Z1.876 F333
G1 X472.163 Y2125.361 Z1.872 F333
G1 X472.286 Y2125.376 Z1.867 F333
G1 X472.407 Y2125.398 Z1.863 F333
G1 X472.526 Y2125.428 Z1.859 F333
G1 X472.644 Y2125.465 Z1.855 F333
G1 X472.758 Y2125.51 Z1.85 F333
G1 X472.87 Y2125.563 Z1.846 F333
G1 X472.978 Y2125.622 Z1.842 F333
G1 X473.081 Y2125.689 Z1.837 F333
G1 X473.181 Y2125.762 Z1.833 F333
G1 X473.275 Y2125.841 Z1.829 F333
G1 X473.364 Y2125.927 Z1.824 F333
G1 X473.447 Y2126.017 Z1.82 F333
G1 X473.524 Y2126.113 Z1.816 F333
G1 X473.595 Y2126.214 Z1.812 F333
G1 X473.659 Y2126.32 Z1.807 F333
G1 X473.716 Y2126.429 Z1.803 F333
G1 X473.766 Y2126.541 Z1.799 F333
G1 X473.809 Y2126.657 Z1.794 F333
G1 X473.844 Y2126.775 Z1.79 F333
G1 X473.871 Y2126.895 Z1.786 F333
G1 X473.89 Y2127.017 Z1.781 F333
G1 X473.902 Y2127.14 Z1.777 F333
G1 X473.905 Y2127.263 Z1.773 F333
G1 X473.901 Y2127.386 Z1.769 F333
G1 X473.888 Y2127.508 Z1.764 F333
G1 X473.868 Y2127.63 Z1.76 F333
G1 X473.84 Y2127.75 Z1.756 F333
G1 X473.804 Y2127.868 Z1.751 F333
G1 X473.76 Y2127.983 Z1.747 F333
G1 X473.709 Y2128.095 Z1.743 F333
G1 X473.651 Y2128.204 Z1.738 F333
G1 X473.586 Y2128.309 Z1.734 F333
G1 X473.515 Y2128.409 Z1.73 F333
G1 X473.437 Y2128.504 Z1.725 F333
G1 X473.353 Y2128.594 Z1.721 F333
G1 X473.263 Y2128.679 Z1.717 F333
G1 X473.168 Y2128.758 Z1.713 F333
G1 X473.068 Y2128.83 Z1.708 F333
G1 X472.964 Y2128.895 Z1.704 F333
G1 X472.856 Y2128.954 Z1.7 F333
G1 X472.744 Y2129.006 Z1.695 F333
G1 X472.629 Y2129.05 Z1.691 F333
G1 X472.511 Y2129.086 Z1.687 F333
G1 X472.391 Y2129.115 Z1.682 F333
G1 X472.27 Y2129.136 Z1.678 F333
G1 X472.147 Y2129.15 Z1.674 F333
G1 X472.024 Y2129.155 Z1.67 F333
G1 X471.901 Y2129.152 Z1.665 F333
G1 X471.778 Y2129.141 Z1.661 F333
G1 X471.657 Y2129.123 Z1.657 F333
G1 X471.536 Y2129.096 Z1.652 F333
G1 X471.418 Y2129.062 Z1.648 F333
G1 X471.302 Y2129.02 Z1.644 F333
G1 X471.189 Y2128.971 Z1.639 F333
G1 X471.08 Y2128.915 Z1.635 F333
G1 X470.974 Y2128.851 Z1.631 F333
G1 X470.873 Y2128.781 Z1.627 F333
G1 X470.776 Y2128.704 Z1.622 F333
G1 X470.685 Y2128.622 Z1.618 F333
G1 X470.599 Y2128.533 Z1.614 F333
G1 X470.519 Y2128.439 Z1.609 F333
G1 X470.446 Y2128.341 Z1.605 F333
G1 X470.378 Y2128.237 Z1.601 F333
G1 X470.318 Y2128.13 Z1.596 F333
G1 X470.265 Y2128.019 Z1.592 F333
G1 X470.219 Y2127.904 Z1.588 F333
G1 X470.181 Y2127.787 Z1.583 F333
G1 X470.15 Y2127.668 Z1.579 F333
G1 X470.127 Y2127.547 Z1.575 F333
G1 X470.112 Y2127.424 Z1.571 F333
G1 X470.105 Y2127.301 Z1.566 F333
G1 X470.106 Y2127.178 Z1.562 F333
G1 X470.115 Y2127.055 Z1.558 F333
G1 X470.132 Y2126.933 Z1.553 F333
G1 X470.157 Y2126.813 Z1.549 F333
G1 X470.19 Y2126.694 Z1.545 F333
G1 X470.23 Y2126.577 Z1.54 F333
G1 X470.277 Y2126.464 Z1.536 F333
G1 X470.332 Y2126.353 Z1.532 F333
G1 X470.394 Y2126.247 Z1.528 F333
G1 X470.463 Y2126.145 Z1.523 F333
G1 X470.538 Y2126.047 Z1.519 F333
G1 X470.619 Y2125.955 Z1.515 F333
G1 X470.707 Y2125.867 Z1.51 F333
G1 X470.799 Y2125.786 Z1.506 F333
G1 X470.897 Y2125.711 Z1.502 F333
G1 X470.999 Y2125.643 Z1.497 F333
G1 X471.106 Y2125.581 Z1.493 F333
G1 X471.216 Y2125.526 Z1.489 F333
G1 X471.33 Y2125.479 Z1.485 F333
G1 X471.447 Y2125.439 Z1.48 F333
G1 X471.565 Y2125.406 Z1.476 F333
G1 X471.686 Y2125.382 Z1.472 F333
G1 X471.808 Y2125.365 Z1.467 F333
G1 X471.931 Y2125.356 Z1.463 F333
G1 X472.054 Y2125.355 Z1.459 F333
G1 X472.177 Y2125.363 Z1.454 F333
G1 X472.3 Y2125.378 Z1.45 F333
G1 X472.421 Y2125.401 Z1.446 F333
G1 X472.54 Y2125.432 Z1.441 F333
G1 X472.657 Y2125.47 Z1.437 F333
G1 X472.771 Y2125.516 Z1.433 F333
G1 X472.882 Y2125.569 Z1.429 F333
G1 X472.99 Y2125.63 Z1.424 F333
G1 X473.093 Y2125.697 Z1.42 F333
G1 X473.192 Y2125.771 Z1.416 F333
G1 X473.285 Y2125.851 Z1.411 F333
G1 X473.374 Y2125.937 Z1.407 F333
G1 X473.456 Y2126.028 Z1.403 F333
G1 X473.533 Y2126.125 Z1.398 F333
G1 X473.603 Y2126.226 Z1.394 F333
G1 X473.666 Y2126.332 Z1.39 F333
G1 X473.722 Y2126.442 Z1.386 F333
G1 X473.771 Y2126.555 Z1.381 F333
G1 X473.813 Y2126.671 Z1.377 F333
G1 X473.847 Y2126.789 Z1.373 F333
G1 X473.873 Y2126.909 Z1.368 F333
G1 X473.892 Y2127.031 Z1.364 F333
G1 X473.902 Y2127.154 Z1.36 F333
G1 X473.905 Y2127.277 Z1.355 F333
G1 X473.9 Y2127.4 Z1.351 F333
G1 X473.886 Y2127.523 Z1.347 F333
G1 X473.865 Y2127.644 Z1.343 F333
G1 X473.836 Y2127.764 Z1.338 F333
G1 X473.799 Y2127.881 Z1.334 F333
G1 X473.755 Y2127.996 Z1.33 F333
G1 X473.703 Y2128.108 Z1.325 F333
G1 X473.644 Y2128.216 Z1.321 F333
G1 X473.578 Y2128.32 Z1.317 F333
G1 X473.506 Y2128.42 Z1.312 F333
G1 X473.427 Y2128.515 Z1.308 F333
G1 X473.343 Y2128.605 Z1.304 F333
G1 X473.252 Y2128.688 Z1.299 F333
G1 X473.157 Y2128.766 Z1.295 F333
G1 X473.056 Y2128.838 Z1.291 F333
G1 X472.952 Y2128.902 Z1.287 F333
G1 X472.843 Y2128.96 Z1.282 F333
G1 X472.731 Y2129.011 Z1.278 F333
G1 X472.615 Y2129.054 Z1.274 F333
G1 X472.497 Y2129.09 Z1.269 F333
G1 X472.377 Y2129.118 Z1.265 F333
G1 X472.256 Y2129.138 Z1.261 F333
G1 X472.133 Y2129.151 Z1.256 F333
G1 X472.01 Y2129.155 Z1.252 F333
G1 X471.887 Y2129.151 Z1.248 F333
G1 X471.764 Y2129.14 Z1.244 F333
G1 X471.643 Y2129.12 Z1.239 F333
G1 X471.523 Y2129.093 Z1.235 F333
G1 X471.404 Y2129.058 Z1.231 F333
G1 X471.289 Y2129.015 Z1.226 F333
G1 X471.176 Y2128.965 Z1.222 F333
G1 X471.067 Y2128.908 Z1.218 F333
G1 X470.962 Y2128.843 Z1.213 F333
G1 X470.861 Y2128.772 Z1.209 F333
G1 X470.765 Y2128.695 Z1.205 F333
G1 X470.675 Y2128.612 Z1.201 F333
G1 X470.59 Y2128.523 Z1.196 F333
G1 X470.51 Y2128.428 Z1.192 F333
G1 X470.437 Y2128.329 Z1.188 F333
G1 X470.371 Y2128.225 Z1.183 F333
G1 X470.312 Y2128.117 Z1.179 F333
G1 X470.259 Y2128.006 Z1.175 F333
G1 X470.214 Y2127.891 Z1.17 F333
G1 X470.177 Y2127.773 Z1.166 F333
G1 X470.147 Y2127.654 Z1.162 F333
G1 X470.125 Y2127.533 Z1.157 F333
G1 X470.111 Y2127.41 Z1.153 F333
G1 X470.105 Y2127.287 Z1.149 F333
G1 X470.107 Y2127.164 Z1.145 F333
G1 X470.117 Y2127.041 Z1.14 F333
G1 X470.135 Y2126.919 Z1.136 F333
G1 X470.16 Y2126.799 Z1.132 F333
G1 X470.194 Y2126.68 Z1.127 F333
G1 X470.235 Y2126.564 Z1.123 F333
G1 X470.283 Y2126.451 Z1.119 F333
G1 X470.339 Y2126.341 Z1.114 F333
G1 X470.402 Y2126.235 Z1.11 F333
G1 X470.471 Y2126.133 Z1.106 F333
G1 X470.547 Y2126.036 Z1.102 F333
G1 X470.629 Y2125.944 Z1.097 F333
G1 X470.717 Y2125.858 Z1.093 F333
G1 X470.81 Y2125.777 Z1.089 F333
G1 X470.909 Y2125.703 Z1.084 F333
G1 X471.012 Y2125.635 Z1.08 F333
G1 X471.119 Y2125.574 Z1.076 F333
G1 X471.229 Y2125.52 Z1.071 F333
G1 X471.343 Y2125.474 Z1.067 F333
G1 X471.46 Y2125.434 Z1.063 F333
G1 X471.579 Y2125.403 Z1.059 F333
G1 X471.7 Y2125.379 Z1.054 F333
G1 X471.822 Y2125.364 Z1.05 F333
G1 X471.945 Y2125.356 Z1.046 F333
G1 X472.069 Z1.041 F333
G1 X472.192 Y2125.364 Z1.037 F333
G1 X472.314 Y2125.38 Z1.033 F333
G1 X472.435 Y2125.404 Z1.028 F333
G1 X472.554 Y2125.436 Z1.024 F333
G1 X472.67 Y2125.475 Z1.02 F333
G1 X472.784 Y2125.522 Z1.015 F333
G1 X472.895 Y2125.576 Z1.011 F333
G1 X473.002 Y2125.637 Z1.007 F333
G1 X473.105 Y2125.705 Z1.003 F333
G1 X473.203 Y2125.78 Z0.998 F333
G1 X473.296 Y2125.861 Z0.994 F333
G1 X473.384 Y2125.947 Z0.99 F333
G1 X473.465 Y2126.039 Z0.985 F333
G1 X473.541 Y2126.136 Z0.981 F333
G1 X473.61 Y2126.238 Z0.977 F333
G1 X473.673 Y2126.344 Z0.972 F333
G1 X473.728 Y2126.454 Z0.968 F333
G1 X473.777 Y2126.568 Z0.964 F333
G1 X473.817 Y2126.684 Z0.96 F333
G1 X473.851 Y2126.803 Z0.955 F333
G1 X473.876 Y2126.923 Z0.951 F333
G1 X473.894 Y2127.045 Z0.947 F333
G1 X473.903 Y2127.168 Z0.942 F333
G1 X473.905 Y2127.291 Z0.938 F333
G1 X473.898 Y2127.414 Z0.934 F333
G1 X473.884 Y2127.537 Z0.929 F333
G1 X473.862 Y2127.658 Z0.925 F333
G1 X473.832 Y2127.777 Z0.921 F333
G1 X473.794 Y2127.895 Z0.917 F333
G1 X473.749 Y2128.009 Z0.912 F333
G1 X473.696 Y2128.121 Z0.908 F333
G1 X473.637 Y2128.229 Z0.904 F333
G1 X473.57 Y2128.332 Z0.899 F333
G1 X473.497 Y2128.431 Z0.895 F333
G1 X473.418 Y2128.526 Z0.891 F333
G1 X473.332 Y2128.615 Z0.886 F333
G1 X473.242 Y2128.698 Z0.882 F333
G1 X473.145 Y2128.775 Z0.878 F333
G1 X473.045 Y2128.846 Z0.873 F333
G1 X472.939 Y2128.91 Z0.869 F333
G1 X472.83 Y2128.967 Z0.865 F333
G1 X472.717 Y2129.016 Z0.861 F333
G1 X472.602 Y2129.059 Z0.856 F333
G1 X472.484 Y2129.094 Z0.852 F333
G1 X472.363 Y2129.121 Z0.848 F333
G1 X472.242 Y2129.14 Z0.843 F333
G1 X472.119 Y2129.152 Z0.839 F333
G1 X471.996 Y2129.155 Z0.835 F333
G1 X471.873 Y2129.15 Z0.83 F333
G1 X471.75 Y2129.138 Z0.826 F333
G1 X471.629 Y2129.117 Z0.822 F333
G1 X471.509 Y2129.089 Z0.818 F333
G1 X471.391 Y2129.053 Z0.813 F333
G1 X471.276 Y2129.01 Z0.809 F333
G1 X471.163 Y2128.959 Z0.805 F333
G1 X471.055 Y2128.9 Z0.8 F333
G1 X470.95 Y2128.835 Z0.796 F333
G1 X470.85 Y2128.764 Z0.792 F333
G1 X470.755 Y2128.686 Z0.787 F333
G1 X470.665 Y2128.602 Z0.783 F333
G1 X470.58 Y2128.512 Z0.779 F333
G1 X470.502 Y2128.417 Z0.775 F333
G1 X470.429 Y2128.317 Z0.77 F333
G1 X470.364 Y2128.213 Z0.766 F333
G1 X470.305 Y2128.104 Z0.762 F333
G1 X470.254 Y2127.992 Z0.757 F333
G1 X470.21 Y2127.877 Z0.753 F333
G1 X470.173 Y2127.76 Z0.749 F333
G1 X470.144 Y2127.64 Z0.744 F333
G1 X470.123 Y2127.519 Z0.74 F333
G1 X470.11 Y2127.396 Z0.736 F333
G1 X470.105 Y2127.273 Z0.731 F333
G1 X470.108 Y2127.15 Z0.727 F333
G1 X470.119 Y2127.027 Z0.723 F333
G1 X470.137 Y2126.905 Z0.719 F333
G1 X470.164 Y2126.785 Z0.714 F333
G1 X470.198 Y2126.667 Z0.71 F333
G1 X470.24 Y2126.551 Z0.706 F333
G1 X470.289 Y2126.438 Z0.701 F333
G1 X470.346 Y2126.328 Z0.697 F333
G1 X470.41 Y2126.223 Z0.693 F333
G1 X470.48 Y2126.122 Z0.688 F333
G1 X470.556 Y2126.025 Z0.684 F333
G1 X470.639 Y2125.934 Z0.68 F333
G1 X470.728 Y2125.848 Z0.676 F333
G1 X470.821 Y2125.768 Z0.671 F333
G1 X470.92 Y2125.695 Z0.667 F333
G1 X471.024 Y2125.628 Z0.663 F333
G1 X471.131 Y2125.568 Z0.658 F333
G1 X471.242 Y2125.514 Z0.654 F333
G1 X471.357 Y2125.469 Z0.65 F333
G1 X471.474 Y2125.43 Z0.645 F333
G1 X471.593 Y2125.4 Z0.641 F333
G1 X471.714 Y2125.377 Z0.637 F333
G1 X471.837 Y2125.362 Z0.633 F333
G1 X471.96 Y2125.355 Z0.628 F333
G1 X472.083 Y2125.356 Z0.624 F333
G1 X472.206 Y2125.365 Z0.62 F333
G1 X472.328 Y2125.382 Z0.615 F333
G1 X472.448 Y2125.407 Z0.611 F333
G1 X472.567 Y2125.44 Z0.607 F333
G1 X472.684 Y2125.48 Z0.602 F333
G1 X472.797 Y2125.528 Z0.598 F333
G1 X472.908 Y2125.583 Z0.594 F333
G1 X473.014 Y2125.645 Z0.59 F333
G1 X473.116 Y2125.714 Z0.585 F333
G1 X473.214 Y2125.789 Z0.581 F333
G1 X473.306 Y2125.87 Z0.577 F333
G1 X473.393 Y2125.957 Z0.572 F333
G1 X473.474 Y2126.05 Z0.568 F333
G1 X473.549 Y2126.148 Z0.564 F333
G1 X473.618 Y2126.25 Z0.559 F333
G1 X473.68 Y2126.357 Z0.555 F333
G1 X473.734 Y2126.467 Z0.551 F333
G1 X473.782 Y2126.581 Z0.546 F333
G1 X473.822 Y2126.698 Z0.542 F333
G1 X473.854 Y2126.817 Z0.538 F333
G1 X473.878 Y2126.937 Z0.534 F333
G1 X473.895 Y2127.059 Z0.529 F333
G1 X473.904 Y2127.182 Z0.525 F333
G1 Y2127.306 Z0.521 F333
G1 X473.897 Y2127.429 Z0.516 F333
G1 X473.882 Y2127.551 Z0.512 F333
G1 X473.859 Y2127.672 Z0.508 F333
G1 X473.828 Y2127.791 Z0.503 F333
G1 X473.789 Y2127.908 Z0.499 F333
G1 X473.743 Y2128.022 Z0.495 F333
G1 X473.69 Y2128.133 Z0.491 F333
G1 X473.629 Y2128.241 Z0.486 F333
G1 X473.562 Y2128.344 Z0.482 F333
G1 X473.488 Y2128.443 Z0.478 F333
G1 X473.408 Y2128.536 Z0.473 F333
G1 X473.322 Y2128.624 Z0.469 F333
G1 X473.231 Y2128.707 Z0.465 F333
G1 X473.134 Y2128.783 Z0.46 F333
G1 X473.033 Y2128.853 Z0.456 F333
G1 X472.927 Y2128.916 Z0.452 F333
G1 X472.817 Y2128.973 Z0.448 F333
G1 X472.704 Y2129.022 Z0.443 F333
G1 X472.588 Y2129.063 Z0.439 F333
G1 X472.47 Y2129.097 Z0.435 F333
G1 X472.349 Y2129.124 Z0.43 F333
G1 X472.228 Y2129.142 Z0.426 F333
G1 X472.105 Y2129.152 Z0.422 F333
G1 X471.982 Y2129.155 Z0.417 F333
G1 X471.858 Y2129.149 Z0.413 F333
G1 X471.736 Y2129.136 Z0.409 F333
G1 X471.615 Y2129.115 Z0.404 F333
G1 X471.495 Y2129.085 Z0.4 F333
G1 X471.377 Y2129.048 Z0.396 F333
G1 X471.263 Y2129.004 Z0.392 F333
G1 X471.151 Y2128.952 Z0.387 F333
G1 X471.043 Y2128.893 Z0.383 F333
G1 X470.938 Y2128.827 Z0.379 F333
G1 X470.839 Y2128.755 Z0.374 F333
G1 X470.744 Y2128.676 Z0.37 F333
G1 X470.654 Y2128.592 Z0.366 F333
G1 X470.571 Y2128.501 Z0.361 F333
G1 X470.493 Y2128.406 Z0.357 F333
G1 X470.422 Y2128.305 Z0.353 F333
G1 X470.357 Y2128.2 Z0.349 F333
G1 X470.299 Y2128.092 Z0.344 F333
G1 X470.248 Y2127.979 Z0.34 F333
G1 X470.205 Y2127.864 Z0.336 F333
G1 X470.169 Y2127.746 Z0.331 F333
G1 X470.141 Y2127.626 Z0.327 F333
G1 X470.121 Y2127.504 Z0.323 F333
G1 X470.109 Y2127.382 Z0.318 F333
G1 X470.105 Y2127.259 Z0.314 F333
G1 X470.109 Y2127.136 Z0.31 F333
G1 X470.12 Y2127.013 Z0.306 F333
G1 X470.14 Y2126.891 Z0.301 F333
G1 X470.167 Y2126.771 Z0.297 F333
G1 X470.203 Y2126.653 Z0.293 F333
G1 X470.245 Y2126.538 Z0.288 F333
G1 X470.296 Y2126.425 Z0.284 F333
G1 X470.353 Y2126.316 Z0.28 F333
G1 X470.417 Y2126.211 Z0.275 F333
G1 X470.488 Y2126.11 Z0.271 F333
G1 X470.566 Y2126.014 Z0.267 F333
G1 X470.649 Y2125.924 Z0.262 F333
G1 X470.738 Y2125.839 Z0.258 F333
G1 X470.833 Y2125.759 Z0.254 F333
G1 X470.932 Y2125.687 Z0.25 F333
G1 X471.036 Y2125.62 Z0.245 F333
G1 X471.144 Y2125.561 Z0.241 F333
G1 X471.256 Y2125.509 Z0.237 F333
G1 X471.37 Y2125.464 Z0.232 F333
G1 X471.488 Y2125.427 Z0.228 F333
G1 X471.607 Y2125.397 Z0.224 F333
G1 X471.728 Y2125.375 Z0.219 F333
G1 X471.851 Y2125.361 Z0.215 F333
G1 X471.974 Y2125.355 Z0.211 F333
G1 X472.097 Y2125.357 Z0.207 F333
G1 X472.22 Y2125.367 Z0.202 F333
G1 X472.342 Y2125.385 Z0.198 F333
G1 X472.462 Y2125.411 Z0.194 F333
G1 X472.581 Y2125.444 Z0.189 F333
G1 X472.697 Y2125.485 Z0.185 F333
G1 X472.81 Y2125.534 Z0.181 F333
G1 X472.92 Y2125.59 Z0.176 F333
G1 X473.026 Y2125.652 Z0.172 F333
G1 X473.128 Y2125.722 Z0.168 F333
G1 X473.225 Y2125.798 Z0.164 F333
G1 X473.317 Y2125.88 Z0.159 F333
G1 X473.403 Y2125.968 Z0.155 F333
G1 X473.483 Y2126.061 Z0.151 F333
G1 X473.558 Y2126.16 Z0.146 F333
G1 X473.625 Y2126.262 Z0.142 F333
G1 X473.686 Y2126.37 Z0.138 F333
G1 X473.74 Y2126.48 Z0.133 F333
G1 X473.787 Y2126.595 Z0.129 F333
G1 X473.826 Y2126.711 Z0.125 F333
G1 X473.857 Y2126.83 Z0.12 F333
G1 X473.881 Y2126.951 Z0.116 F333
G1 X473.897 Y2127.074 Z0.112 F333
G1 X473.904 Y2127.197 Z0.108 F333
G1 Y2127.32 Z0.103 F333
G1 X473.896 Y2127.443 Z0.099 F333
G1 X473.88 Y2127.565 Z0.095 F333
G1 X473.856 Y2127.686 Z0.09 F333
G1 X473.824 Y2127.805 Z0.086 F333
G1 X473.784 Y2127.921 Z0.082 F333
G1 X473.737 Y2128.035 Z0.077 F333
G1 X473.683 Y2128.146 Z0.073 F333
G1 X473.622 Y2128.253 Z0.069 F333
G1 X473.554 Y2128.356 Z0.065 F333
G1 X473.479 Y2128.454 Z0.06 F333
G1 X473.399 Y2128.547 Z0.056 F333
G1 X473.312 Y2128.634 Z0.052 F333
G1 X473.22 Y2128.716 Z0.047 F333
G1 X473.122 Y2128.792 Z0.043 F333
G1 X473.021 Y2128.861 Z0.039 F333
G1 X472.914 Y2128.923 Z0.034 F333
G1 X472.804 Y2128.979 Z0.03 F333
G1 X472.691 Y2129.027 Z0.026 F333
G1 X472.575 Y2129.068 Z0.022 F333
G1 X472.456 Y2129.101 Z0.017 F333
G1 X472.335 Y2129.126 Z0.013 F333
G1 X472.213 Y2129.144 Z0.009 F333
G1 X472.091 Y2129.153 Z0.004 F333
G1 X471.967 Y2129.155 Z0 F333
G1 X471.844 Y2129.148 Z-0.004 F333
G1 X471.722 Y2129.134 Z-0.009 F333
G1 X471.601 Y2129.112 Z-0.013 F333
G1 X471.481 Y2129.081 Z-0.017 F333
G1 X471.364 Y2129.044 Z-0.022 F333
G1 X471.249 Y2128.998 Z-0.026 F333
G1 X471.138 Y2128.946 Z-0.03 F333
G1 X471.03 Y2128.886 Z-0.034 F333
G1 X470.927 Y2128.819 Z-0.039 F333
G1 X470.827 Y2128.746 Z-0.043 F333
G1 X470.733 Y2128.667 Z-0.047 F333
G1 X470.644 Y2128.581 Z-0.052 F333
G1 X470.561 Y2128.49 Z-0.056 F333
G1 X470.484 Y2128.394 Z-0.06 F333
G1 X470.414 Y2128.293 Z-0.065 F333
G1 X470.35 Y2128.188 Z-0.069 F333
G1 X470.293 Y2128.079 Z-0.073 F333
G1 X470.243 Y2127.966 Z-0.077 F333
G1 X470.201 Y2127.85 Z-0.082 F333
G1 X470.166 Y2127.732 Z-0.086 F333
G1 X470.139 Y2127.612 Z-0.09 F333
G1 X470.119 Y2127.49 Z-0.095 F333
G1 X470.108 Y2127.368 Z-0.099 F333
G1 X470.105 Y2127.244 Z-0.103 F333
G1 X470.11 Y2127.121 Z-0.108 F333
G1 X470.122 Y2126.999 Z-0.112 F333
G1 X470.143 Y2126.877 Z-0.116 F333
G1 X470.171 Y2126.757 Z-0.12 F333
G1 X470.207 Y2126.64 Z-0.125 F333
G1 X470.251 Y2126.524 Z-0.129 F333
G1 X470.302 Y2126.412 Z-0.133 F333
G1 X470.36 Y2126.304 Z-0.138 F333
G1 X470.425 Y2126.199 Z-0.142 F333
G1 X470.497 Y2126.099 Z-0.146 F333
G1 X470.575 Y2126.004 Z-0.151 F333
G1 X470.659 Y2125.914 Z-0.155 F333
G1 X470.749 Y2125.829 Z-0.159 F333
G1 X470.844 Y2125.751 Z-0.164 F333
G1 X470.944 Y2125.679 Z-0.168 F333
G1 X471.048 Y2125.613 Z-0.172 F333
G1 X471.157 Y2125.555 Z-0.176 F333
G1 X471.269 Y2125.503 Z-0.181 F333
G1 X471.384 Y2125.459 Z-0.185 F333
G1 X471.501 Y2125.423 Z-0.189 F333
G1 X471.621 Y2125.394 Z-0.194 F333
G1 X471.743 Y2125.373 Z-0.198 F333
G1 X471.865 Y2125.36 Z-0.202 F333
G1 X471.988 Y2125.355 Z-0.207 F333
G1 X472.111 Y2125.358 Z-0.211 F333
G1 X472.234 Y2125.369 Z-0.215 F333
G1 X472.356 Y2125.387 Z-0.219 F333
G1 X472.476 Y2125.414 Z-0.224 F333
G1 X472.594 Y2125.448 Z-0.228 F333
G1 X472.71 Y2125.49 Z-0.232 F333
G1 X472.823 Y2125.54 Z-0.237 F333
G1 X472.933 Y2125.597 Z-0.241 F333
G1 X473.038 Y2125.66 Z-0.245 F333
G1 X473.139 Y2125.73 Z-0.25 F333
G1 X473.236 Y2125.807 Z-0.254 F333
G1 X473.327 Y2125.89 Z-0.258 F333
G1 X473.413 Y2125.978 Z-0.262 F333
G1 X473.492 Y2126.072 Z-0.267 F333
G1 X473.566 Y2126.171 Z-0.271 F333
G1 X473.633 Y2126.275 Z-0.275 F333
G1 X473.693 Y2126.382 Z-0.28 F333
G1 X473.746 Y2126.493 Z-0.284 F333
G1 X473.792 Y2126.608 Z-0.288 F333
G1 X473.83 Y2126.725 Z-0.293 F333
G1 X473.86 Y2126.844 Z-0.297 F333
G1 X473.883 Y2126.966 Z-0.301 F333
G1 X473.898 Y2127.088 Z-0.306 F333
G1 X473.905 Y2127.211 Z-0.31 F333
G1 X473.904 Y2127.334 Z-0.314 F333
G1 X473.894 Y2127.457 Z-0.318 F333
G1 X473.877 Y2127.579 Z-0.323 F333
G1 X473.852 Y2127.7 Z-0.327 F333
G1 X473.82 Y2127.818 Z-0.331 F333
G1 X473.779 Y2127.935 Z-0.336 F333
G1 X473.732 Y2128.048 Z-0.34 F333
G1 X473.677 Y2128.159 Z-0.344 F333
G1 X473.614 Y2128.265 Z-0.349 F333
G1 X473.546 Y2128.367 Z-0.353 F333
G1 X473.47 Y2128.465 Z-0.357 F333
G1 X473.389 Y2128.557 Z-0.361 F333
G1 X473.301 Y2128.644 Z-0.366 F333
G1 X473.209 Y2128.725 Z-0.37 F333
G1 X473.111 Y2128.8 Z-0.374 F333
G1 X473.008 Y2128.868 Z-0.379 F333
G1 X472.902 Y2128.93 Z-0.383 F333
G1 X472.791 Y2128.985 Z-0.387 F333
G1 X472.678 Y2129.032 Z-0.392 F333
G1 X472.561 Y2129.072 Z-0.396 F333
G1 X472.442 Y2129.104 Z-0.4 F333
G1 X472.321 Y2129.129 Z-0.404 F333
G1 X472.199 Y2129.145 Z-0.409 F333
G1 X472.076 Y2129.154 Z-0.413 F333
G1 X471.953 Z-0.417 F333
G1 X471.83 Y2129.147 Z-0.422 F333
G1 X471.708 Y2129.132 Z-0.426 F333
G1 X471.587 Y2129.108 Z-0.43 F333
G1 X471.468 Y2129.077 Z-0.435 F333
G1 X471.351 Y2129.039 Z-0.439 F333
G1 X471.236 Y2128.993 Z-0.443 F333
G1 X471.125 Y2128.939 Z-0.448 F333
G1 X471.018 Y2128.879 Z-0.452 F333
G1 X470.915 Y2128.811 Z-0.456 F333
G1 X470.816 Y2128.737 Z-0.46 F333
G1 X470.723 Y2128.657 Z-0.465 F333
G1 X470.635 Y2128.571 Z-0.469 F333
G1 X470.552 Y2128.48 Z-0.473 F333
G1 X470.476 Y2128.383 Z-0.478 F333
G1 X470.406 Y2128.281 Z-0.482 F333
G1 X470.343 Y2128.176 Z-0.486 F333
G1 X470.287 Y2128.066 Z-0.491 F333
G1 X470.238 Y2127.953 Z-0.495 F333
G1 X470.196 Y2127.837 Z-0.499 F333
G1 X470.162 Y2127.718 Z-0.503 F333
G1 X470.136 Y2127.598 Z-0.508 F333
G1 X470.118 Y2127.476 Z-0.512 F333
G1 X470.107 Y2127.353 Z-0.516 F333
G1 X470.105 Y2127.23 Z-0.521 F333
G1 X470.111 Y2127.107 Z-0.525 F333
G1 X470.124 Y2126.985 Z-0.529 F333
G1 X470.146 Y2126.863 Z-0.534 F333
G1 X470.175 Y2126.744 Z-0.538 F333
G1 X470.212 Y2126.626 Z-0.542 F333
G1 X470.256 Y2126.511 Z-0.546 F333
G1 X470.308 Y2126.399 Z-0.551 F333
G1 X470.367 Y2126.291 Z-0.555 F333
G1 X470.433 Y2126.187 Z-0.559 F333
G1 X470.506 Y2126.088 Z-0.564 F333
G1 X470.584 Y2125.993 Z-0.568 F333
G1 X470.669 Y2125.903 Z-0.572 F333
G1 X470.76 Y2125.82 Z-0.577 F333
G1 X470.855 Y2125.742 Z-0.581 F333
G1 X470.956 Y2125.671 Z-0.585 F333
G1 X471.061 Y2125.606 Z-0.59 F333
G1 X471.169 Y2125.548 Z-0.594 F333
G1 X471.282 Y2125.498 Z-0.598 F333
G1 X471.397 Y2125.455 Z-0.602 F333
G1 X471.515 Y2125.419 Z-0.607 F333
G1 X471.635 Y2125.391 Z-0.611 F333
G1 X471.757 Y2125.371 Z-0.615 F333
G1 X471.879 Y2125.359 Z-0.62 F333
G1 X472.002 Y2125.355 Z-0.624 F333
G1 X472.126 Y2125.359 Z-0.628 F333
G1 X472.248 Y2125.37 Z-0.633 F333
G1 X472.37 Y2125.39 Z-0.637 F333
G1 X472.49 Y2125.418 Z-0.641 F333
G1 X472.608 Y2125.453 Z-0.645 F333
G1 X472.724 Y2125.496 Z-0.65 F333
G1 X472.836 Y2125.546 Z-0.654 F333
G1 X472.945 Y2125.604 Z-0.658 F333
G1 X473.05 Y2125.668 Z-0.663 F333
G1 X473.151 Y2125.739 Z-0.667 F333
G1 X473.247 Y2125.816 Z-0.671 F333
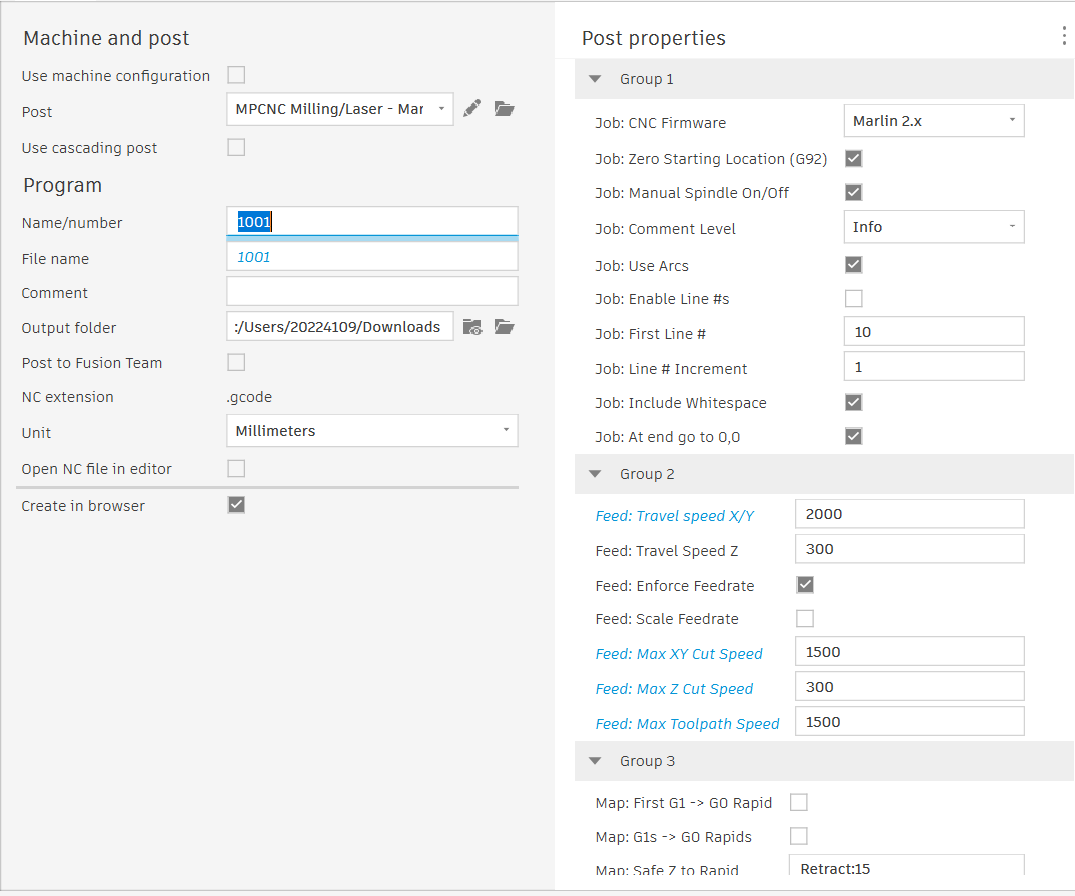
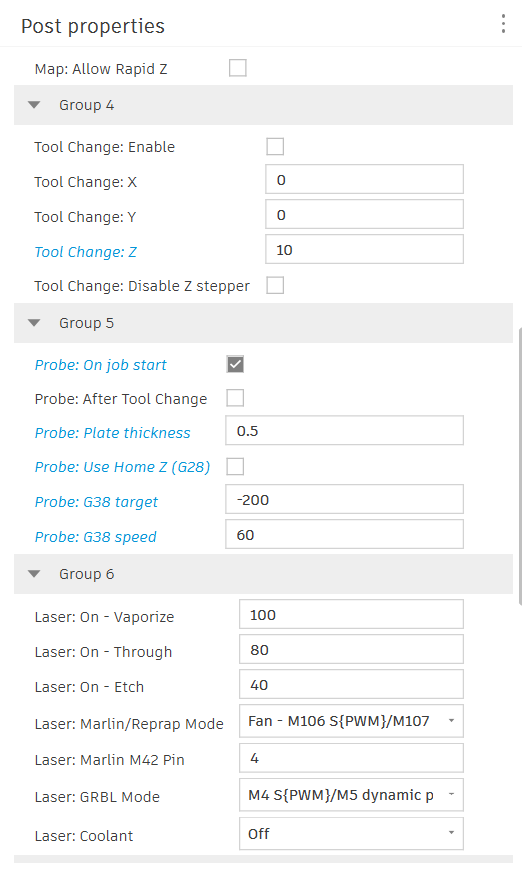
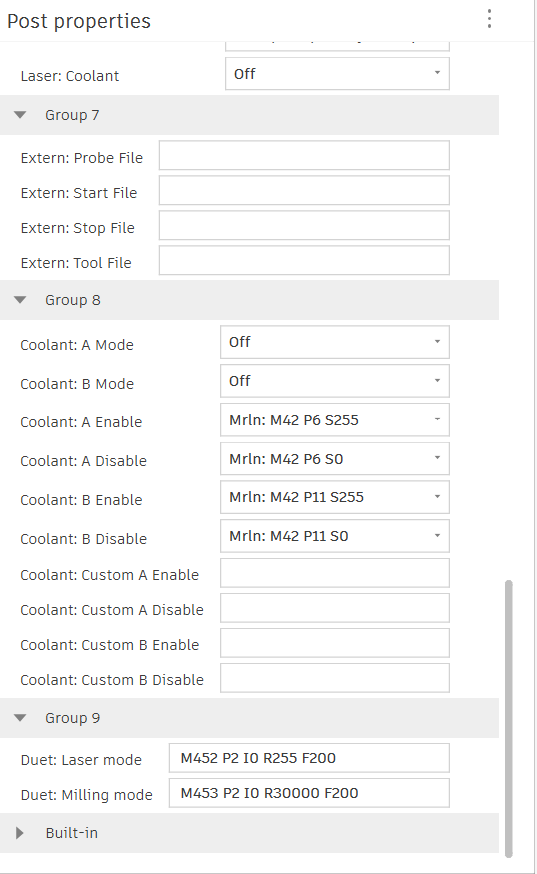
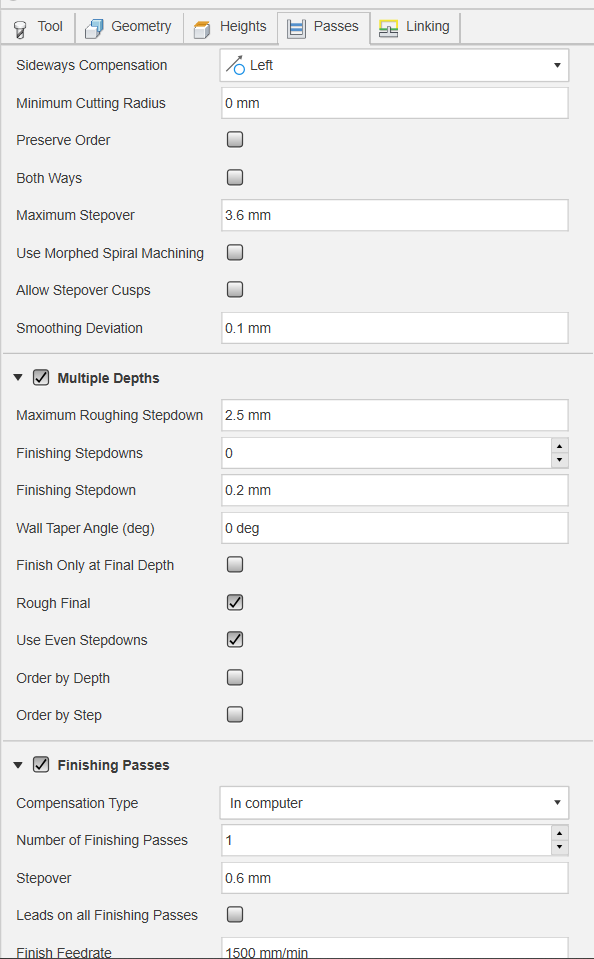
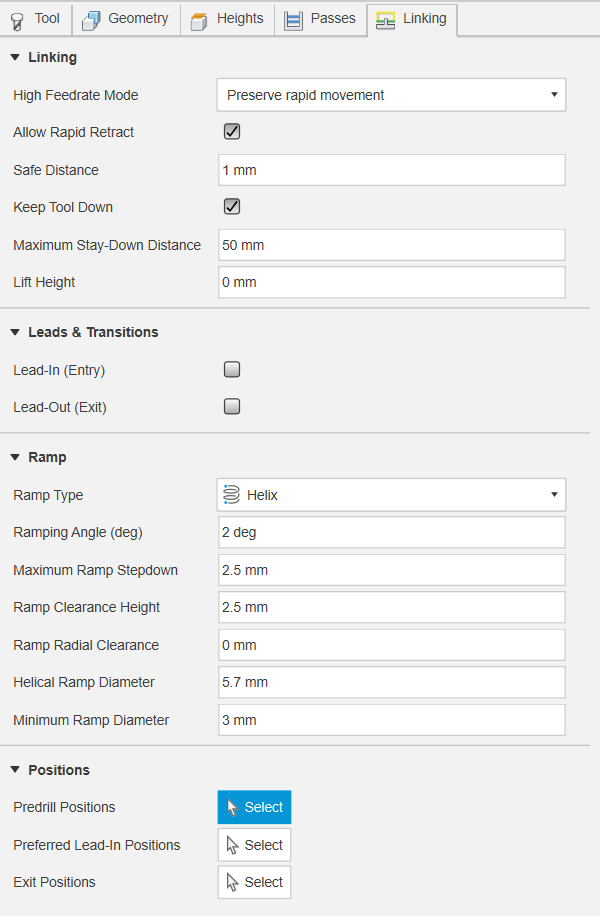
And these are my post processor settings in fusion, maybe there is a mistake in here? I’m starting to look more at the software side, because i can’t find any clear errors in my build after checking everything that was the problem in some of the other topics related to this issue.
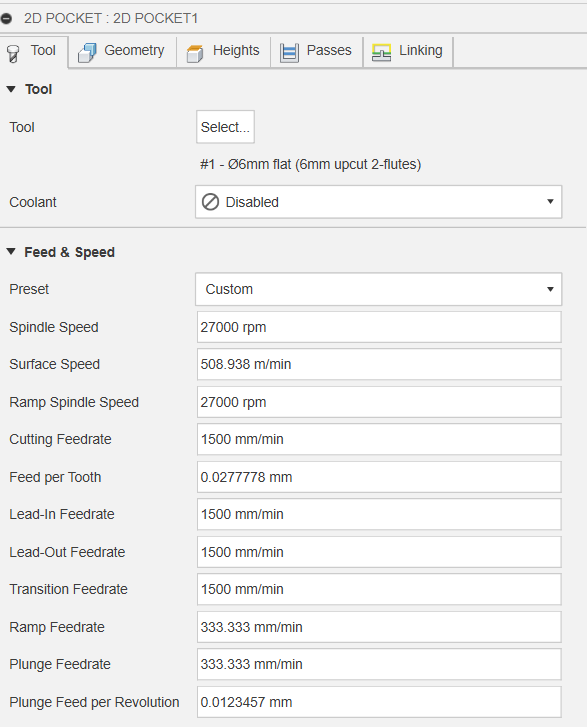
And these are some screenshots of the first toolpath that goes wrong.
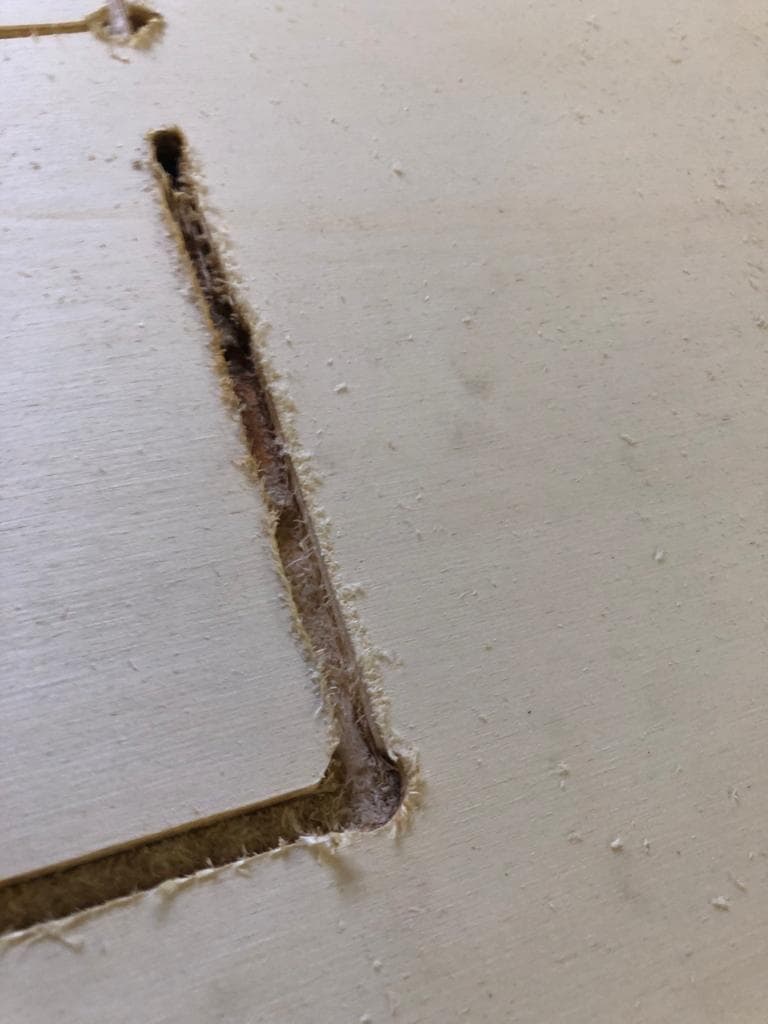
This is the build currently
This is where the cut goes wrong, as you can see it goes way deeper then 2.5mm and the bit gets to hot because of that.
And here is a video of it cutting different plywood, it had the issue of cutting to deep a little less but it was still present, the core was slightly loose during this cut which caused some dimensions to be slightly of, tightning it solved this issue.
video of test cut
vicious1
December 26, 2023, 4:28pm
5
Looking at your gcode you did not show enough to know for sure. Everything looks good but you stopped while it was still plunging.
Is your CAM set to the work surface is =0 or is your table=0? You have probed the surface fine, I suspect you are using the table as a reference and not the work surface.
Unfortunately, fusion is hard to trouble shoot with all those lists of setting and the ones that I am asking about are not represented in those lists. I highly recommend learning with ESTlcam.
vicious1
December 26, 2023, 4:31pm
6
And that depth of cut should be fine, I think your RPM might be way too high. Hard to say, that video shows your federate to be really fast, but it also sounds like your RPM is really high.
I couldnt’t put more gcode in, but z went down to -2.5 and then started cutting. It could be that i set the stock to 0 but i dont think so since the material is 18mm thick so it would have to cut way deeper. I have done around 50 jobs with fusion without many issues so i dont plan to switch to estlecam.
I agree that the rpm was too high, now that you mention it i remember why i did. The cutting went decently well in i think the y direction at lower rpm. But in x direction it had difficulty at lower rpm so i increased it. Does this have to do with my issue?
vicious1
December 26, 2023, 10:42pm
8
No.
It is just significantly harder to help you solve issues like this. You are going to have to dig around. This does not seem like a hardware issue at all so it is most likely a CAM setting.
-2.5 in the gcode or from your table top?
i understand, i’ll give estlecam another shot.
in the gcode. Box stock point is set to the top of the work surface and probing is also done on top of work surface. So the -2.5 in the gcode should be 2.5mm below the top surface of the stock.
at the start of the gcode document this is stated:
what does the ZMIN=-4.5 mean? if i remember correctly the cut was 7mm deep instead of 2.5 so maybe this can be part of the cause?
vicious1
December 27, 2023, 4:35pm
10
vSeccelen:
should be
Look at the gcode you generated. Look at the Z coordinates. Does it stop at z-2.5? At the first operation or not? If it keeps going it is a cam issue 100%, if it all stops at z-2.5 then we look elsewhere.
I don’t know what that is at all, I do not use fusion cam enough.
Yes it stopped at -2.5 before the first opperation. I exported my sketch to estlecam to give it a try. I’m happy i did, for 2.5d it is really easy to use and hard to make mistakes.
I also forgot to check one simple thing, if my material was flat. I normaly work with solid hardwoods that dont have much if any surface tension in the material. I know used full sheet multiplex which i assumed to be perfectly flat… but it bulged upwards in the middle of the sheet. It gave a difference of 6mm… so i think that was my problem. I did not have time to cnc the sheet but i think this was my problem, combined with the loose core and some other slight changes i had too make.
I’ll update tomorrow with the final conclusion if it is finished
1 Like
Bartman
December 27, 2023, 7:18pm
12
I’m taking a guess here, but that probably refers to the lowest that the Z axis goes in the entire gcode file. That section is I believe an overview or summary of the entire file. So if I had to guess, I would think that Tool #1 has a maximum depth (Z Min) of -4.5 mm, and Tool #2 has a maximum depth of -8mm during the entire toolpath.
Perhaps you have set up a rough pass of 4.5 using Tool #1 , and a finish pass of 8 using Tool #2 ?
Note also that you have Stepdown at 2.5, but that isn’t Depth of Cut (DOC). In other words, the gcode should take multiple passes at a maximum of 2.5 until it reaches the final DOC. Without seeing the entire gcode and all of the settings screens, it is hard to know whether this is indeed how it has been configured and if the CAM is outputting this properly
If it is cutting at 6mm on the initial pass instead of 2.5 mm (which is what you seem to be saying in your OP), then it seems to me (off the top of my head) there are two possibilities:
The Z axis is moving 6 mm instead of 2.5 mm on the initial pass. If it moves 2.5mm on a manual command of 2.5 mm, then the problem is probably in your gcode (try another CAM program, or double check your programming entries). If it moves 6 mm on a 2.5 mm manual command, then something is seriously messed up in your machine.
The Z axis is moving 2.5 mm on the initial pass, but for some reason the bit is moving 6 mm. This could indicate things like loose collet (bit slipping and pulling out of the collet), cracked core, loose core rollers, loose grub screws, skipping steps (in the upward direction?), loose router mounting, or some other mechanical issue.
Third possibility, which I see you have identified, is that the material is not flat, so it cuts 2.5 mm in some places but 6 mm in others. Try screwing the material to the spoil board at the high spots in case it is bowed rather than uneven thickness (make sure the screws aren’t in the toolpath)
1 Like
The issue in the end was a very warped sheet of plywood… sometimes you forget to check the simple things.
I did also have an issue with my bits getting way too hot very fast and thus becoming dull. I have always used a 2 flute upcut bit so far. These don’t work for poplar plywood at all. even at low rpm it could not get rit of its heat, i used brand new hss bits. I think this is mostly since poplar ply is very lightweight. Thus it is harder for the bit to get rid of heat? The upcut also splintered a ton.
So i tried a straight cut bit, worked like a treat. Could use much lower rpm and it did not get hot. I used a two flute bit but i assume one flut would be even better. you can see the difference in the image below. The deviation in z is not because the router is not tram. The bit i used dents inwards on the bottem which leaves the little marks on the bottom.
The first section of my project cut out below. First part of many. Used an 6mm 2 flute straight cut bit. 5mm doc. 8mm/s in xy and 3mm/s in z. speed dial 3.5 on the katsu router. took 1 hour 40 minutes to machine, speeds could have been higher but this worked well.
edit: also to anyone who is as stubborn as me and didn’t give estlecam a fair shot. Do try it, estlecam v12 is an amazingly easy to use cam software that saves a lot of time and headaches if you tend to only do 2d and 2.5d cutting. I don’t know how (and if?) 3d milling is possible in estlecam.
1 Like
vicious1
January 3, 2024, 12:13am
14
A single flute upcut is going to fly. Mine last a long time even in MDF. Never overheated one.
vicious1
March 3, 2026, 2:21pm
15
closing old topic to help fight spambots