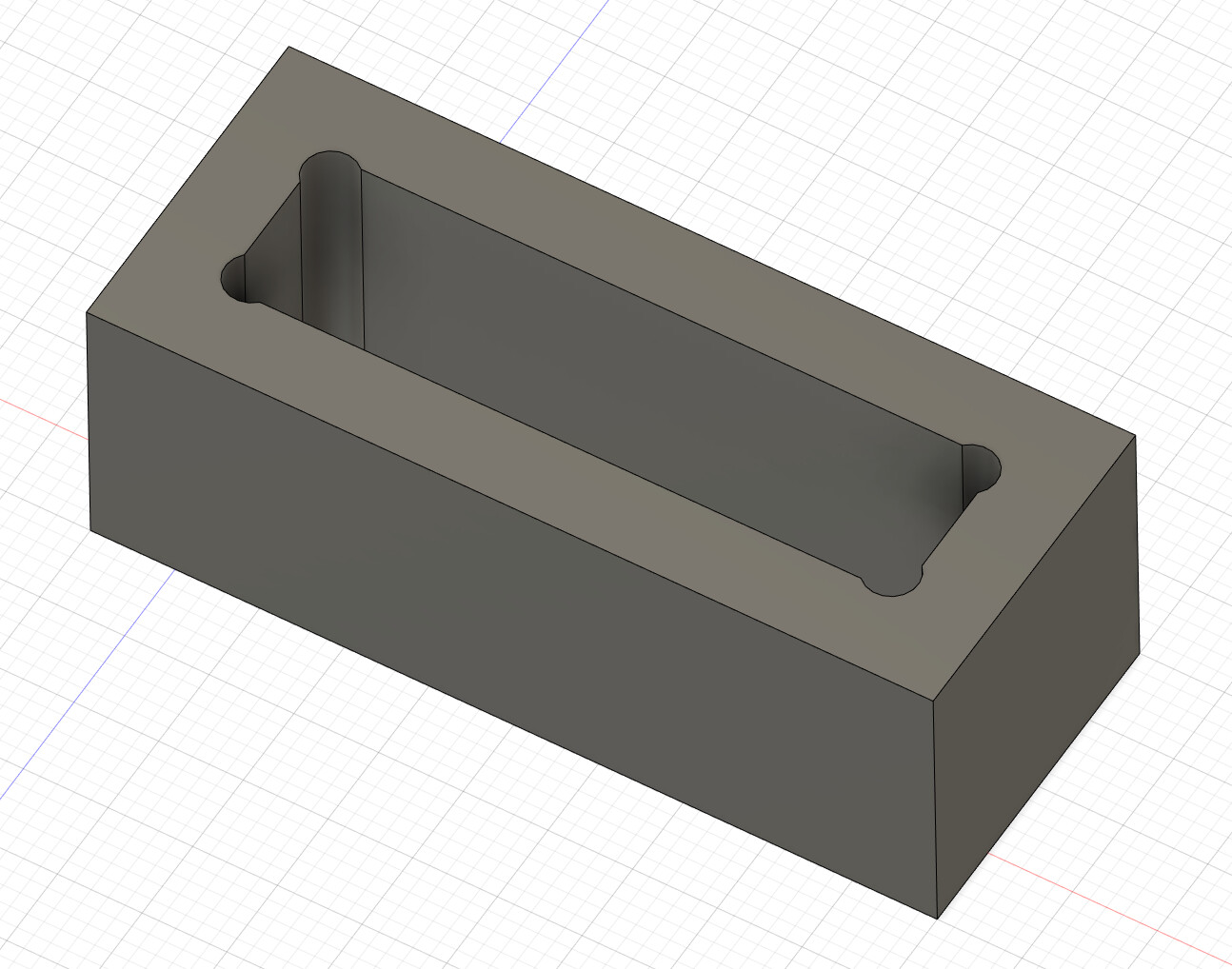
I have an issue with cutting corner overcuts. I have attached a picture of the design and then what I get. The dimensions are a little out, but the bigger issue is the internal path where the overcuts are is all over the place.
The cutting parameters are:
18mm plywood
conventional milling
1/8" 2 flute upcut (compound bit was worse and shown in pic)
15mm/sec
4.6mm DOC
11000 to 14000rpm (makes no difference)
I have been through and checked belt tension (dont have anything to measure that), did find few things that had come loose but all good now. Core assembly seems all good.
If I hold the bit in my fingers to wiggle around, the most movement would be in the X axis, but I cant find anything that would improve that and should not really be under load when cutting ?
Any ideas of things to check out - this is driving me nuts currently and holding up projects
That looks like you have some machine movement. Something is flexing in ways it should not.
Sometimes cutting too deep makes this worse. I keep seeing advise limiting DOC to the tool diameter, but have also seen people succeed going much deeper.
On the LowRider, ensure that all of the core bearings are touching the X rails. With the router off, push and pull the endmill along the Y axis. If you hear bearings “click” against the rails, they are loose, and you need to tighten them until they are all just in contact. (No pressure, just contact.)
Check that the YZ plates are not rocking when you cut. These should stay level. A misalignment at the rail end can cause the whole machine to rock. Press down at the front and back of the YZ plate on both ends. None of these should move (and again, a telltale “click” tells of a problem.)
Your speeds are similar to mine, though you cut a bit deeper. (I cut 3.5mm deep.) I do not have this problem with my LR3.
I took apart the stepper mounts to check all the grub screws and they were fine - I did use Loctite so was pretty sure they would be fine. Other than that I did a general check over, core bearings all good, few screws here than there had loosened. Redirected the vacuum hose to put less pressure on the gantry.
None of this made a difference. I have recently changed to use Fusion 360 more - noticed the post processor was using the arc commands, turned that off - no difference. Tried using ESTLCam - no better (and where the holding tabs are you get bumps - one of the reasons I am using Fusion 360 more)
I checked all the stepper currents and they are 900mA - I have never changed these and leaving as is for now.
What I have tried just now is making my corner overcuts slightly larger, which means I can turn on a 0.5mm finishing pass - this is way better result dimensionally - so I am going to stick with this approach.
Maybe I was just asking too much of my machine without a finishing pass ?
A drag knife circle should just work, and not need a finishing pass…
Something is moving in ways it should not.
Unlikely to be CAM, nor shoumdnjt be your firmware.
Either the drag knife mount is moving, or your machine core is.
The drag knife mount should not affect the spindle.
The machine core could be loose bearings holding it to the gantry. It could be belt slop/backlash. It could be grub screws. (Important! It js possible to lock-tite the grub screws so that they are not centered on the flats of the motor. This results in grub screws that check out like they are tight, but allow the motor shaft to turn between one edge of the flat spot and the other. This can result in acting exactly like backlash, and not allow the axis to wander totally at random. This can be anywhere up to a couple of mm.)
Pictures of the machine, or better yet, video of it acting up would be helpful.
Thanks for the feedback, note you need to refer to the first post - someone else hijacked with the drag knife thing - not me !
I am pretty sure the grub screws are good, I was careful when I assembled and checked. I do wonder if I have my belts too loose, might lookup some ways to check that without a measuring device.
I also have not tried some other plywood material yet, I know some have encountered issues with plywood with super hard glue or tough inner layers
Okay, verifying that you said 900mm/min (15mm/sec) looking at my Estlcam settings, I run my 1/8" bit at 2400mm/min (40mm/s) and a bit shallower at 3.5mm DOC. I run finish passes at 30mm/sec, so you should be good there.
Like I said though, something is moving.
On the LR, try to push/pull the router collet towards and away from the X rails. If you hear a clicking noise, you need to adjust it. If you can feel it move, you really need to adjust it.
Check that the belts are tight enough. They should vibrate when you pluck them, like a guitar string. It doesn’t need to make a sound, really, but they shouldn’t just sit there.
Overtightening the tool mojnt can cause the LR3 core to crack. The M5 screws that hkmd the tool in can exert a lot more force than the holder needs, and can crack the printed plastic core very easily. Plenty of people have done that. This will cause some unwanted movement at the tool end, too.
As a followup to this. What I had not realised was that my Y belts were gradually disappearing into the front end-blocks hence was gradually losing tension. Things are looking better now, hopefully was the root cause.