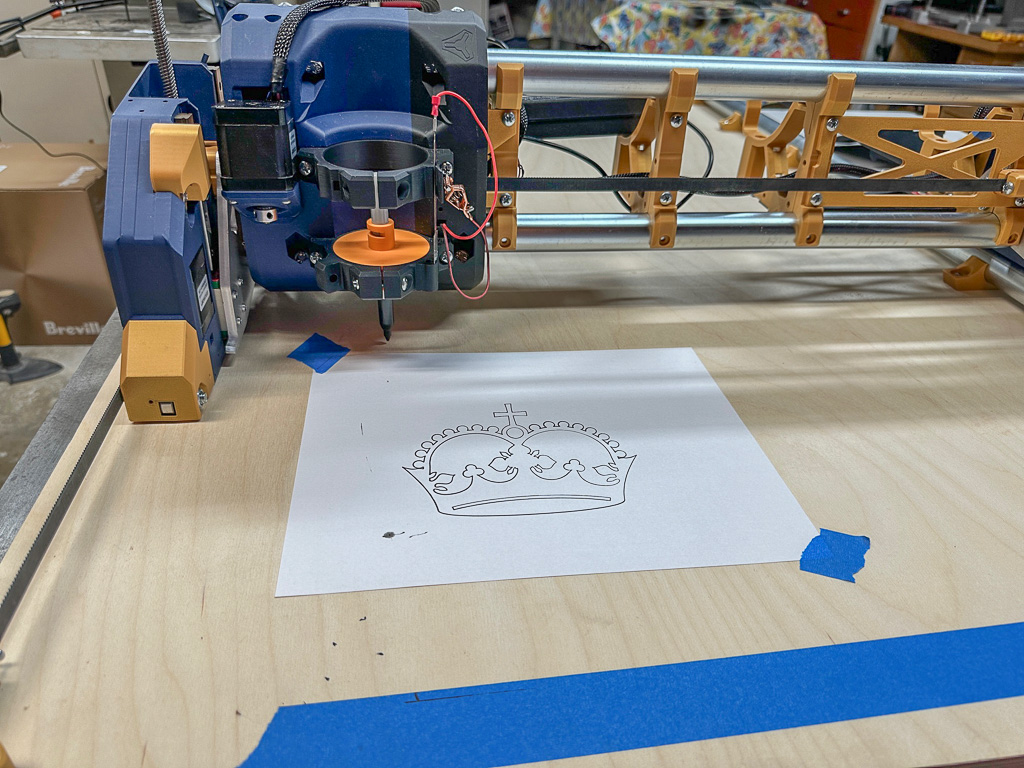
I just completed my V4 build and have it squared and leveled and have learned a lot about gcode, the Jackpot, etc. over the past few days. I’ve set up EstlCAM according to the V1E set up document and outputted the gcode to “engrave” the crown with a Sharpie. I entered “0.1mm” when EstlCAM asked for “the desired cutting depth” just before creating the output file. That all seemed good, but when I ran the file it immediately raised the Z axis about 150mm and began printing in air. Here’s the beginning gcode. What am I doing wrong? I don’t want to make changes I’m unsure of so I don’t end up crashing it.
That line is a problem. When you home the machine, XY is the front left and Z is at the top. It sets that position as 0,0,0. So, assuming you homed the machine before running it, it’s taking it back to the home position.
Also, you don’t really have to worry about crashing it. When that happens, it causes the motors to skip steps, which sounds a bit frightening when you first hear it, but it doesn’t hurt them.
Thanks. I’ll try changing that line to a G1 and z-0.1, that should lower the pen to the paper. I did home before running the code, so that should fix the problem and start with the pen on the paper at the XY home.
I would suggest making the changes in EstlCAM so you don’t need to edit the gcode by hand. I’m confused where that Z2. 000 came from, you should see the - 0.1 mm you entered in the gcode (I think??)
M03 S<s> (start spindle, speed = tool 1 RPM)
… or M62 P1 (If used start spindle pin27 ), or ?, etc.
The rest will be Estlcam provided G-code (not a PP : Text entry)
(G00 moves are above the material maximum feedrate moves, no F)
(…the Estlcam no G00 F(eedrate) needed may be an exception)
G00 Z2.0000 (first move Z to Setup : Basic : Clearance plane)
G00 Xnnn Ynnn (move to start of cut, seldom X,Y 0)
G01 Z-0.1000 F480 (Z to tool depth per pass @ tool Z feedrate)
G01 Xnnn Ynnn F2100 (move to X,Y coordinate @ tool X,Y feedrate)
Riley, not, but I can upload it to Thingiverse and Makerworld, where I’ve post a few other items I’ve designed. I designed it to fit the shape of a Sharpie pen body. It works really well with a friction fit that, if you don’t cram it in as hard as possible, will allow for some smushing if you lower it too much. It also has a slot so you can tie down a somewhat slimmer non-Sharpie pen with a tie wrap, but that’s not necessary for a regular Sharpie.