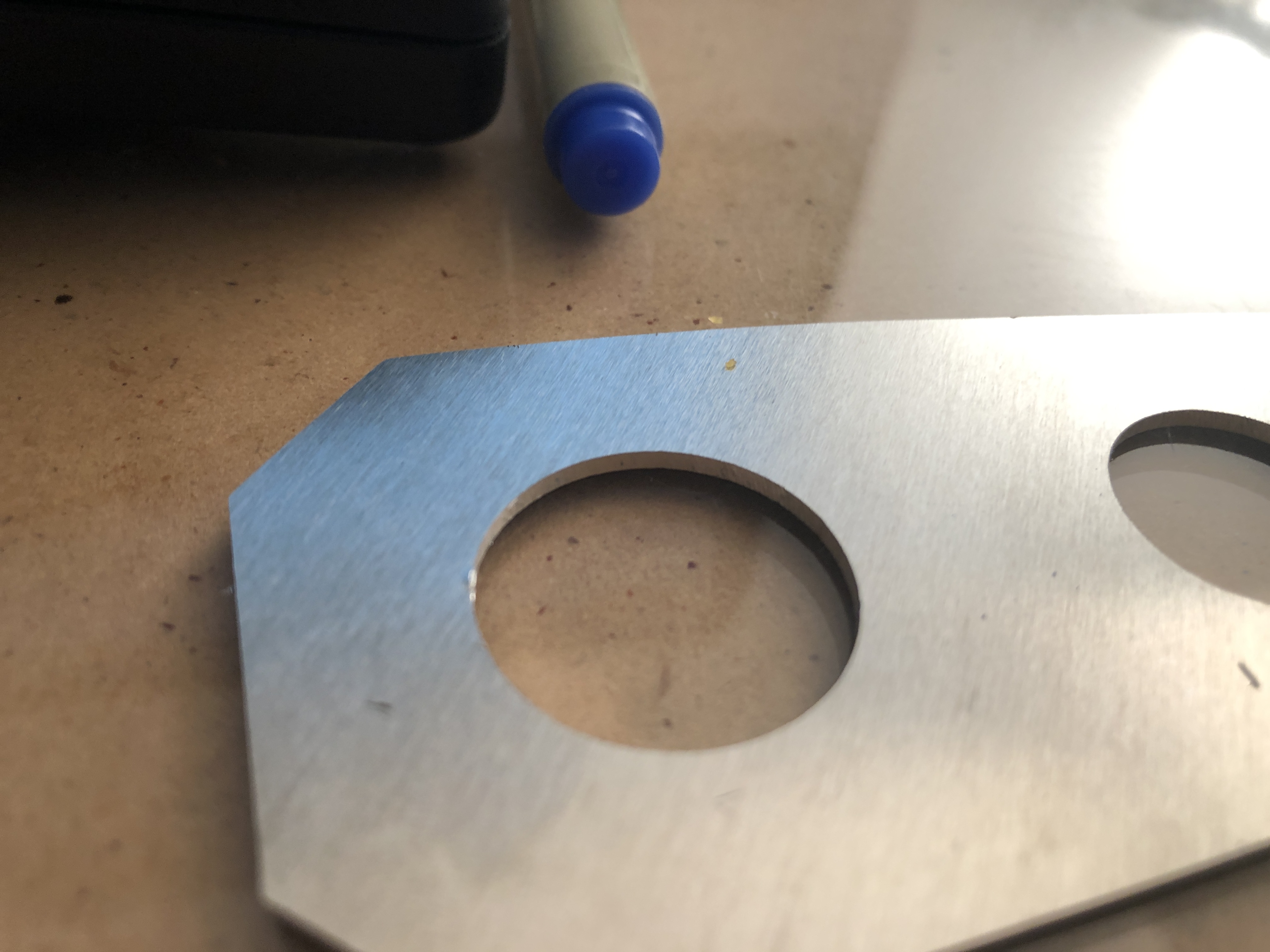
I’m learning to mill aluminum. I’ve had good success with HDF (the black mdf stuff) and acrylic. This was done on some soft aluminum (not sure what kind; it was a scrap) and the following parameters:
DOC- .5mm
F(xy) 450mm/min (I immediately set the feed rate to 50% using the dial, so probably closer to 225 mm/min).
F(z) 60mm/min
Speed- as fast as the 660 will go. 20,000?
Bit- single flute 1/8" endmill from V1. It had been through about 6-8 of these type parts of HDF, so it might have been dull.
I had air on this, not that that mattered much…
The part was pretty hot when I took it off.
Any ideas? The good news is that the bit didn’t break…
If I had to guess I’d say maybe a ‘gummy’ alloy? Something we used to refer to as beach chair aluminum. I don’t know where you are but I’d try and get hold of apiece of known good machining alloy like 6061-T6 and try it again. With any luck you might even find a friendly local machine shop that would give you a piece of scrap.
I haven’t even looked there in a while, I used to sell some stuff there, but moving several times and other nonsense kept me inactive for a while, with no warning they just deleted my account with 100% feedback, don’t really feel like starting over. Hopefully you’ll find much of your problem is the material itself…
Try Trichondial or however it is called and go full depth. I used that for all my aluminium projects up to now, never went straight through.
Or change the depth to 1.5mm. 0.5 seems way is too low.
Tldr; if I were getting hot parts and sticky aluminum I’d speed up the feed rate a lot, even if it meant small doc, with either a trochoidal strategy or extra roughing passes in the climb direction, and maybe some wd40 to help with the stickiness. Maybe let the whole thing cool down before running a final finish pass.
Some wd40 might help with the aluminum sticking to the endmill, but so will using 6061. The endmill you are using is the CHAMP imo, so good job there. If the part is heating up, maybe you can try speeding up your feed rate. If you go too slow the endmill starts rubbing and that’s bad for heat, tool life, and surface finish. I clocked my dewalt at 29k rpms in free air, so somewhere between 20k and 25k is probably right while cutting. That puts you under 0.02mm per tooth, which I’d take as my bare minimum for 6061. Softer alloy you should be able to push even harder.
Someone mentioned trochoidal at full depth, and that’s a good idea if you have the rigidity for it. If you end up have to take a smaller stepover to do it, though, you have to speed up the feedrate to compensate for chip thinning, so I’m really starting to appreciate smaller DOC and bigger stepover.
One big advantage of trochoidal (Adaptive for fusion folks) is the chip clearing. You can also get that done with an extra roughing pass to make the groove wider than the endmill. This can be faster depending on a lot of things because there are WAY more travel moves with trochoidal, but I think most of it comes down to the material and your rigidity.
I also didn’t see any mention of whether you’re going conventional or climb, but climb wins for aluminum.
Thanks for this reply. A few questions (because I’m still learning cnc):
I have a superPID controller on my 660, so I can specify my speeds. I have some sheets of 1/16" 6061 T6 coming, and some additional single flutes. What speeds and feeds would you recommend for this material? I can do Trochoidal but I prefer not to because of the noise (covid is a pain; all my family is home right now). My mpcnc is only 11"x19" of work area, so it is pretty rigid.
I’ll try climb cutting.
I can only run my 611 down to about 16000 rpm, but that seems to work pretty well. I don’t know if there is a lower limit to what works well. I’d take about 0.001“ or about 0.025mm per tooth to figure the feed. So on a single flute, 16k rpm is 16k “teeth” or cuts per minute. At 0.025 each, that gets you about 400 mm/min. That’s what is take as the minimum. From there, whether you choose to go deeper or faster is going to depend a lot on how your machine behaves and how the material responds.
Going deeper is generally faster, but it may make sense to go faster if clearing or heating becomes an issue.
I’m not sure where you’re going with trochoidal being noisy, unless you just don’t want the extra time it takes the machine to do all those travel moves.
Generally I don’t have much problem clearing chips on a profile /contour with that end mill until I get over an 1/8 inch deep (3-4mm). Stock thicker than that gets extra roughing passes. I’ve gotten away with nearly double that before, but it’s hit or miss and I’d rather have reliability.
Honestly, I prefer adding rough passes, so if anyone ride chimes in with experience, listen to them.
My starting point would be 3 times the diameter of the tool for the width of the cut. Short piece like that you can go all the way to the bottom, helix in if you can. With your machine size, good chance you can take 50%-80% stepover.
Good luck!
That’s what I do. Pretty sure I could go faster and do 10% instead of 7, but still learning as well. Christian Knüll, the creator of Estlcam wrote in a German forum to go as fast as you can without it starting to swing.
Maybe I could make going into the material less steep as well. Dunno.
From mess to success!
Below are the pictures of the 6061 T6 cuts on .063in aluminum plate. My parameters were:
Single flute
climb cut
full DOC (2mm)
750mm/in feed (I turned the dial up to 200 and then 300; not sure if it did anything, but the cuts worked fine)
20,000rpm
60% stepover (wasn’t used for this, probably)
7% trochoidal stepover
50% trochoidal width
0% trochoidal jitter
5% of bit diameter Finishing path
light air wash
The cuts looks great, although they have a little texture to them. I’m not sure the finishing pass is correct, but overall I’m very pleased. Thanks to everyone for their help.
Hi,
Yep, trochoidal is the only way to go. I use:
Single flute upcut, 5%/50%, 2400 mm/min feed, no finishing cut (I really like the very fine scalloped edge finish).
Yeah the trochoidal stepover is what your bit is actually seeing there, not the 60% of course. So it’s nibbling away very slowly and spending most of it’s time traveling more or less. The texture on your cuts… did you leave some material to cut after the trochoidal operation? Even with such a small bite there is still some bit flex, runout, etc at play that will make your trochoidal op overcut a hair. Try increasing the amount of material to leave in the trochoidal op, until there is a continuous layer of material for your finishing pass to cut. Usually in this case, I set F360 to leave 0.2mm for finishing passes… but it’s not a hard # as there are mesh errors etc at play. I usually check the simulation and ensure there is decent meat being cut all around on the finish, then go back and increase stock leftover if there are areas finish cuts that look suspiciously thin.




 Christian Knüll, the creator of Estlcam wrote in a German forum to go as fast as you can without it starting to swing.
Christian Knüll, the creator of Estlcam wrote in a German forum to go as fast as you can without it starting to swing.