Just published a discussion video about a whole bunch of upgrades I did to my MPCNC. I’d say more but… I think I said it all in the video. Check it out!
I’m super happy with the machine now, especially the aluminum capability. Let me know if you have any questions about it! If you like the video, help me out with a
The theory on the Z backlash is that it is not generally a problem because the weight of the router will generally provide enough downforce and the Z axis will not need to provide additional downforce on the router. The leadscrew will always be lifting the router, and at the coupler the weight is transmitted from the lead screw to the motor shaft due to being rigidly butted up against each other, so the springiness of the coupler does not come into play.
If you were to use the machine as a drill press for example, where you need to apply significant downward force, then the machine is not designed for that and your Z backlash upgrades make sense.
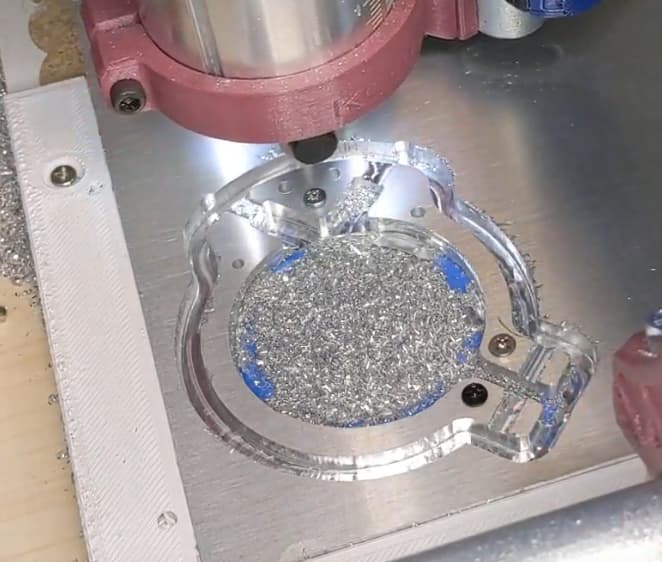
For a 3D printer, you are absolutely correct, since there should be no Z-forces at all on the toolhead. However, this entire upgrade was inspired by the backlash in the Z-nut I showed in the video, when trying to cut aluminum. Even setting the toolpath to go to 0.7mm past the stock bottom, it wouldn’t actually cut all the way through. You can actually see in the attached photo, that many sections that should be fully cut out still have a small film of aluminum, even after setting the z-offset so it would cut 0.7mm past the bottom.
(Not sure how much the picture helps, I was trying painter’s tape with CA glue technique, so chips are obstructing the view of some of it, but you probably still get the point)
I don’t know if the spiral coupler upgrade was necessary, but the Z-nut thing definitely was. I think that was clearly capable of 0.7mm of backlash. Since the upgrades I haven’t experienced this problem at all.
If the weight of the router is not enough downforce to keep the nut against the lower end of the Z play, then the coupler mod will also be needed. The weight should be supported rigidly by the contact of the shafts, but a strong upward force that overcomes the weight of the router will easily separate the shafts and stretch the coupler. The coupler isn’t intended to be stiff in that direction.
(If the shafts are not touching within the coupler then it will be very bad because it will be soft in both compression and tension.)
A separate question would be why the router weight is insufficient for the endmill to cut properly. It is hard for me to imagine a router supporting its own weight on a spinning endmill on aluminum without descending.
Honestly, I’m with you on the logic/theory here. I already went through this thought experiment and expected it shouldn’t be a problem. But in practice, it appears to be. Maybe the toolhead isn’t dwelling long enough (feedrate is too high) for it to have time to cut to max depth from the weight of the router. Or maybe I messed up something else (poor Z-offset measurements), and it’s all a red herring. My upgrades shouldn’t hurt, but maybe it wasn’t truly necessary
maybe it just polishes unless it gets some downforce…? might be specific to the cutter in use.
This is feasible: it’s possible I dulled the bit(s) by the time I got to the bottom, so it requires extra force to break through that the weight of the router couldn’t provide.
The use of the pi for CNC.js is a cool add on, klipper-esque. Good for those without a shop computer. The only thing and can add is fluidnc, does have keyboard controls and you can remap the buttons even.
How do you enable this? I did some digging after seeing a reference to it elsewhere and couldn’t find it. I didn’t bring it up in the video (but I did in another thread here) that I’ve been having some problems with CNC.js that leads me back to FluidNC when cutting aluminum. Having keyboard jogging would definitely improve my QoL for those jobs.
Are you using V2 or V3? V3 you click on the logo or left menu if I remember right. I am headed out the door right now but if no one gets you the answer I can find it when I get back.
Getting anything on HAD remotely associated with you is a blessing and curse at the same time. That one right out the gate was a gut punch. At this point, it stings a lot less.
@etotheipi I think this was a great project to get into HAD. You bent something to your will, that is what HAD is about. Some days the comments are fun, some days they aren’t. Keep em coming. I love it seeing it modded.
Hackaday really needs to get their $#!+ together. They got my name wrong! And I only found out about it because I came here to post an update about some earlier discussion. Pretty cool to get picked up by HaD though – I actually got picked up for a previous video (about zip ties), when I had only 12 subs. I ended up with 100k views and 1,100 subs after that
I came to mention that I just went to change to a 1/4" bit and noticed that it had some aluminum friction welded to the tip. Not enough to fully obstruct the cutting surface, but enough that … it might’ve required excessive Z-force to dig deeper into the part. I don’t know for sure if that’s the one I was using when I had the troubles with aluminum – but I would bet money it is.
So maybe the z-backlash upgrade was unnecessary? I don’t think it hurts (until that printed part fails for some reason), but I agree that it’s probably not as big a problem as it appeared to me during those few jobs. But the concept would be useful for a machine that uses lead screws on the XY axes where backlash is there on every direction switch.
HaD comments are always pretty weird. I’ve seen stuff I’m familiar with through work get written up and it gets torn apart by people speaking absolute rubbish in completely declarative terms. It’s a wretched hive of Dunning-Kruger effect, but it’s also pretty easy to dismiss because it’s usually only something like 4 comments.
Much like any online forum, it’s worth considering the average reader and the average commenter as significantly different entities. The average HaD reader is probably a pretty reasonable person. The average HaD commenter appears to be a complete moron.
“It is not the critic who counts; not the man who points out how the strong man stumbles, or where the doer of deeds could have done them better. The credit belongs to the man who is actually in the arena, whose face is marred by dust and sweat and blood; who strives valiantly; who errs, who comes short again and again, because there is no effort without error and shortcoming; but who does actually strive to do the deeds; who knows great enthusiasms, the great devotions; who spends himself in a worthy cause; who at the best knows in the end the triumph of high achievement, and who at the worst, if he fails, at least fails while daring greatly, so that his place shall never be with those cold and timid souls who neither know victory nor defeat.” ― Theodore Roosevelt