I have just finished my new DIY machine and it uses Estlcam 12 to run it.
The machine uses ballscrews and has 2:1 reduction on the steppers to give more power.
Today I gave it the first run and noticed something that will lead to problems if not addressed.
I have laser crosshairs on the machine so I can easily measure things like movement.
I zeroed out the machine at a place on the work table and made a move X200, measured it and it was on size.
I then reversed the direction by X-200 and noticed that the return distance was actually a few mm over the original starting place.
I did the same in the Y direction and found the same.
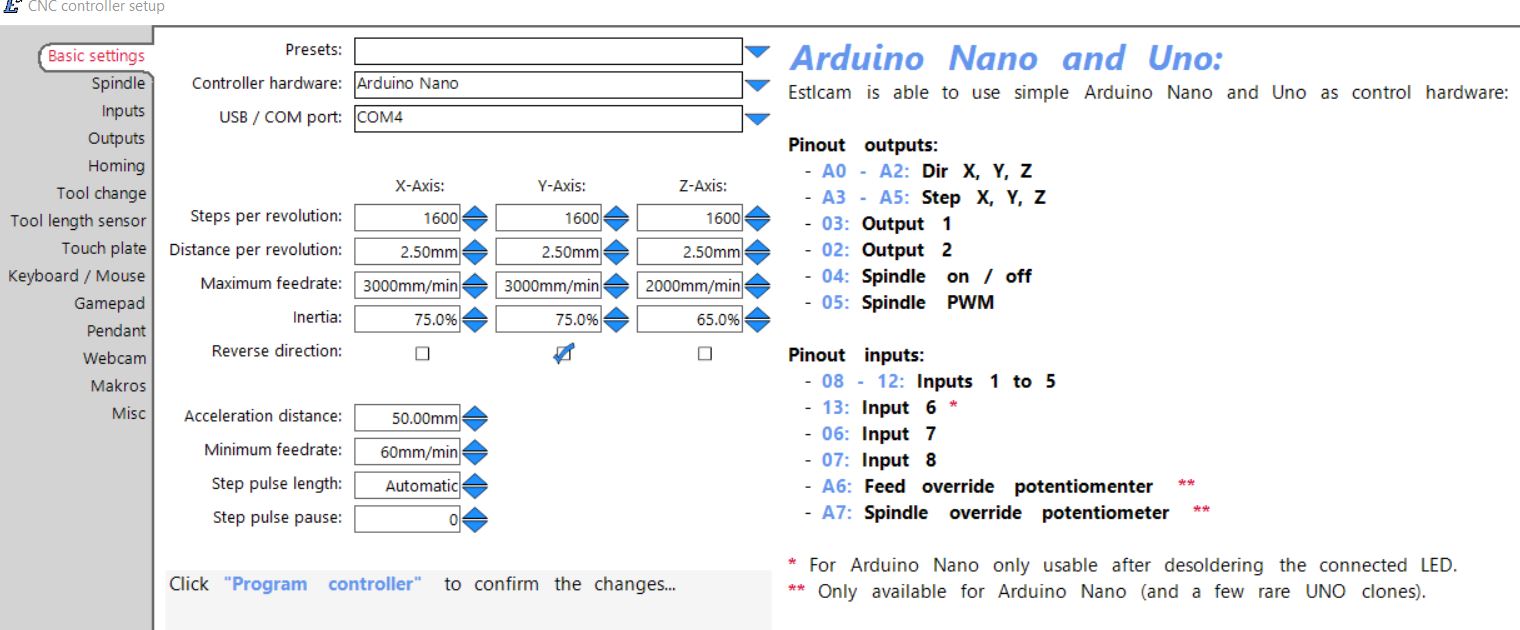
Maybe my settings are not right somewhere, I suspect possibly it could be in the decay time of the stepper drivers? I have them all set at 50% as I didn’t know if that was correct or not and was about half way between the available settings.
There could be some other reason that I am not aware of.
On the stepper drivers there are switches to set various settings and one of the settings is decay.
I don’t think I am loosing steps (could be wrong) it seems like the motors are over travelling.
I will try what you have suggested and test again, thanks.
These are ballscrews, no backlash.
I tried a few things like increasing the acceleration distance a little and also reduced the top speed down too, it made a lot of difference. I also dropped the inertia down on the Y axis as that one was giving a bit of trouble. All seems much better now.
I will do a full test over the weekend and maybe even do a few cuts if I can get the table bolted down properly. (just sitting there at present)
Any chance their is slop in how the ballscrews are attached to the steppers? On the “normal” V1 machines a common issue is the pulleys slipping on the motor shafts, so this is a variation on the common recommendation to “check the grub screws.”
Yes I thought about that, but on checking, everything is tight and the pulley belts are very short so there is no whip.
I think that the problem may have been that the settings were made to move too fast and the machine couldn’t keep up. After making some changes it seems to have corrected quite a bit, I will check more over the weekend.
Too high a velocity setting or too high an acceleration setting can each cause lost steps. I’ve found tuning acceleration first at a known-safe (read “slow”) velocity setting, then tuning velocity upwards once you know that acceleration is safe minimizes the number of iterations needed to get to safe settings for both.
You have a belt/pulley 2:1 reduction between the steppers and screws?? Woodworking screws are typically 8-10mm per revolution, 5 is fine, but 2.5 sounds really low and will require a relatively slow Maximum feedrate.
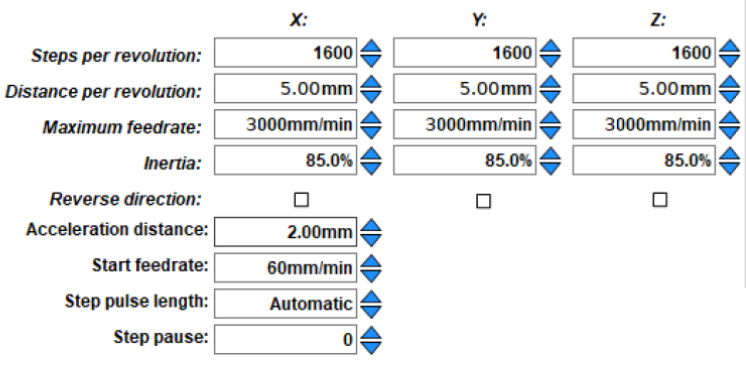
I suggest leaving all (but distance per revolution) settings at their defaults and starting with Maximum feedrate - see how fast the machine can move without stuttering or stalling.
I haven’t felt a need to change the defaults for anything below Maximum feedrate, but
the second step would be to see if that can be improved by changing the Acceleration distance. The help suggests starting with “spindle pitch”, I’m not sure if that means screw pitch, screw lead, or Distance per revolution. The default 2mm worked for both my 8 lead/2 pitch screws and a 40mm per revolution belt driven machine. Your 50mm must be a typo.
I am using 1605 ballscrews, one turn travels 5mm. As the stepper turns one revolution on direct drive to the ballscrew it would have a movement of 5mm, but in my case the stepper has to turn two revolutions to achieve that as the gearing is 2:1.
So in fact for one turn of the stepper motor, the ballscrew will travel a distance of 2.5mm
I had the acceleration distance at 5mm to start with and had to increase it further to stop the machine from coming to abrupt stops while moving.
I wasn’t questioning your 2.5mm Distance per revolution setting. I was wondering why you would slow down what would already be a somewhat slow 5mm lead screw machine and saying that the first priority is determining the highest possible sustainable feedrate using the default Acceleration, etc. settings.