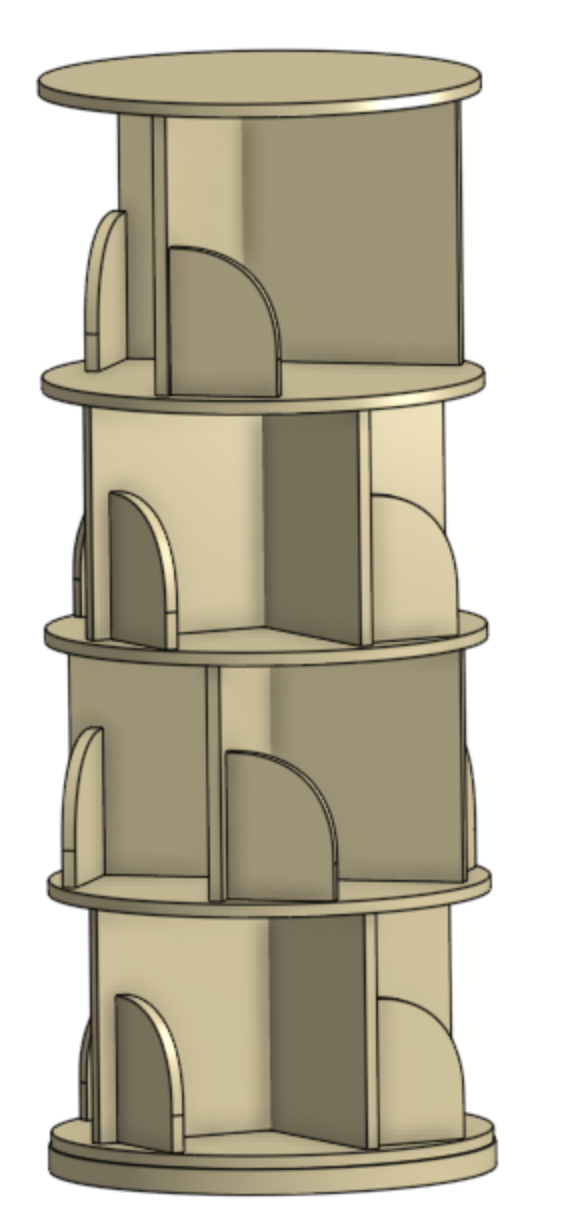
Building a rotating bookshelf for my youngest and thought of an easy way to cut the circular shelves.
I have 6mm holes in my spoilboard, so I simply cut a 6mm hole in the middle of my square stock. Then I connected both with a metal pin as a pivot point. Then I moved the router in position above the stock and while I moved down the bit very slowly I started rotating the stock by hand. For the finishing pass I moved the bit slightly closer to the pin and kept turning the workpiece.
Yeah, I kinda think of it as an inverse router table, which can be beneficial from a dust extraction perspective as well.
I guess you could use a flush trim bit with a bearing the same way.
Now what the CNC version could do for you is a wavy pattern on the circle, though you might want to rig something up to rotate the piece at a steady speed…
I’d not be confident in my ability to do this. I’d probably work with registration holes and machine 4 quadrants individually, each time with proper work holding.
I’m actually planning to do this for the dowel hole pattern I want to machine into these circular shelves. Stay tuned!
Started adding bolt and dowel holes to these circular shelves and thought of a (somewhat) easy way to do this with the CNC even though the shelves are larger than the cutting area. I basically rotate the workpiece using the CNC.
Given that I need to machine four identical quadrants, I machine one, then for the last feature I just run the bit straight down into the workpiece and turn off the router and remove the clamps. I have added a pause command to the GCODE at that point. Then it does a 90 degree arc move with my pivot point at the center, rotating the work piece as it moves. Then I fix the clamps, turn on the router and resume the gcode, letting it mill the last feature. I repeat this 4 times.
Sets piece up, places dowel, moves the head the legnth of the radius. G92 x0 y0 z20. G1 z0 f1. 20 minutes and 20 spins later, and you’re through 3/4 stock. Obviously I’m used to 60+ inch circles, and hardwood stock.