It begins. Purchased the plans two years ago. Long-covid laid me low. Will have to enlist my kids to assemble it, but it will still be fun to see it swim.

9 Likes
According to one article, Carapace has 600 parts! I’d enjoy pictures as the build progresses!
2 Likes
What kind of bit are you using? And what feeds and speeds are you using with the bit? I have had my CNC for about a year and I tried to cut some parts out of 3mm plywood and failed miserably and haven’t had the heart to try again since…
The bit is similar to this: Sorotec Online-Shop - Werkzeuge
I run 3mm plywood at 1200mm/min at full depth with a 2mm endmill.
If you use a “normal” upcut endmill, it just rips the plywood apart.
@HighProbability2 Your machine runs really smoothly. To cut a lot of time, you can at least half the number of tabs though. 
I prefer downcut bits for stock less than 6mm (1/4"). If your chip removal works well and your tool path is tuned… the chips are evacuated the same as an upcut bit, but without tear out and pulling the work piece from the spoil board.
Hold downs is key. Philipp made the point that I could use fewer tabs. I’d love to do just that! Yet, I’ve only had success with 3mm ply when I have pin nails through the parts or excessive tabs or some other form of hold down.
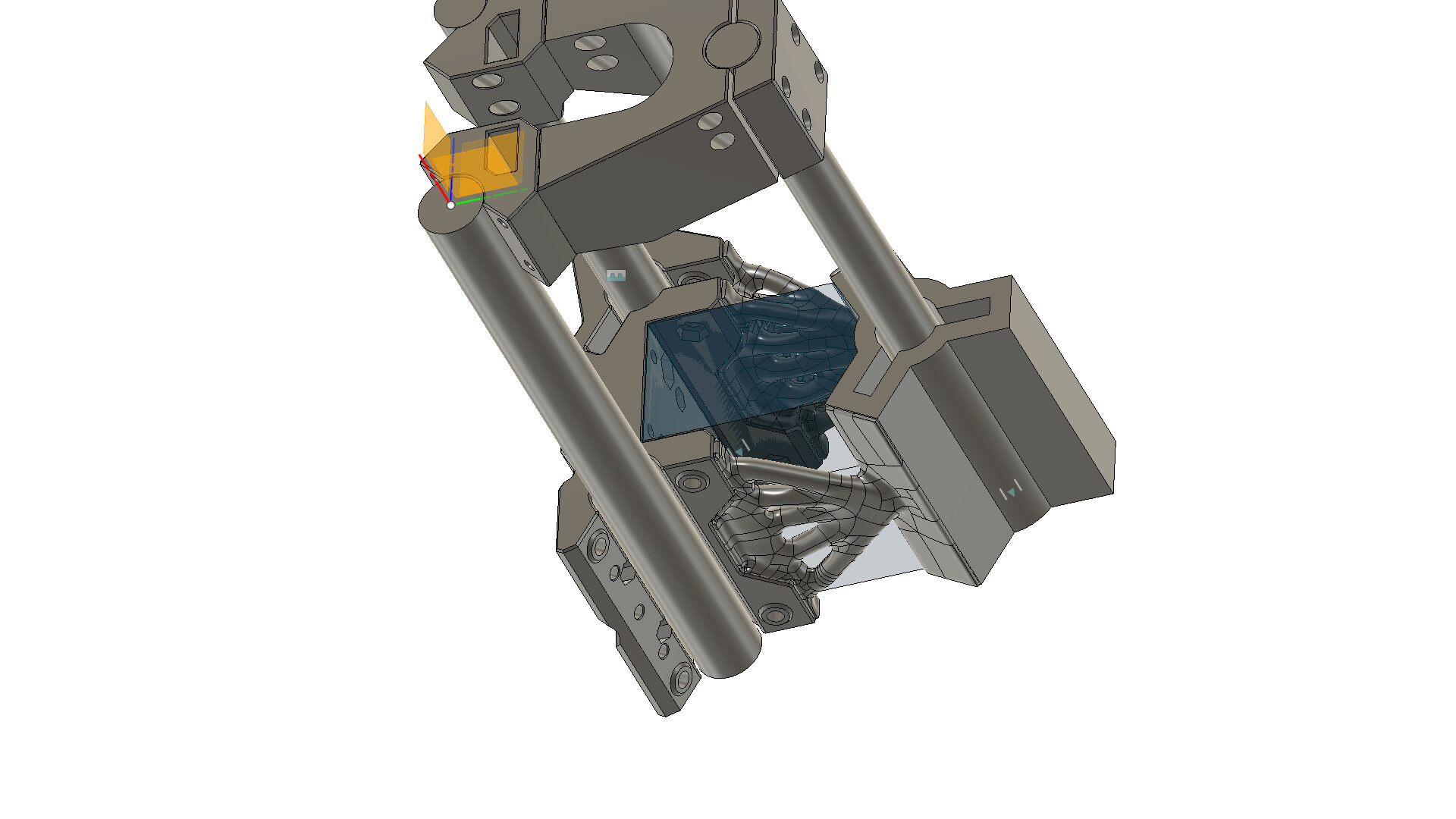
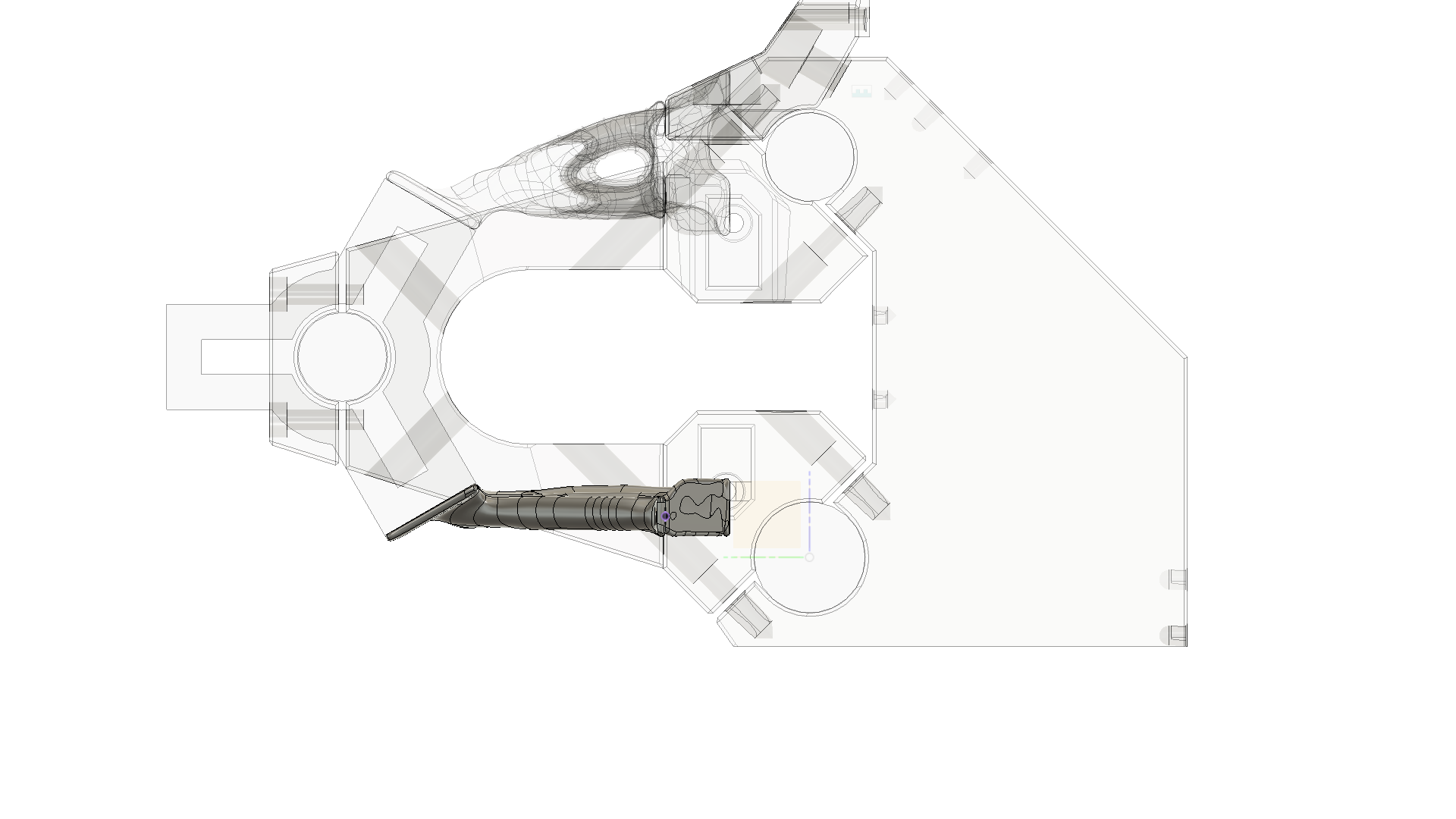
For these parts I elevated the spoil board with additional MDF and then leveled the area to allow the stock to fit with minimal clearance underneath the vacuum mount.
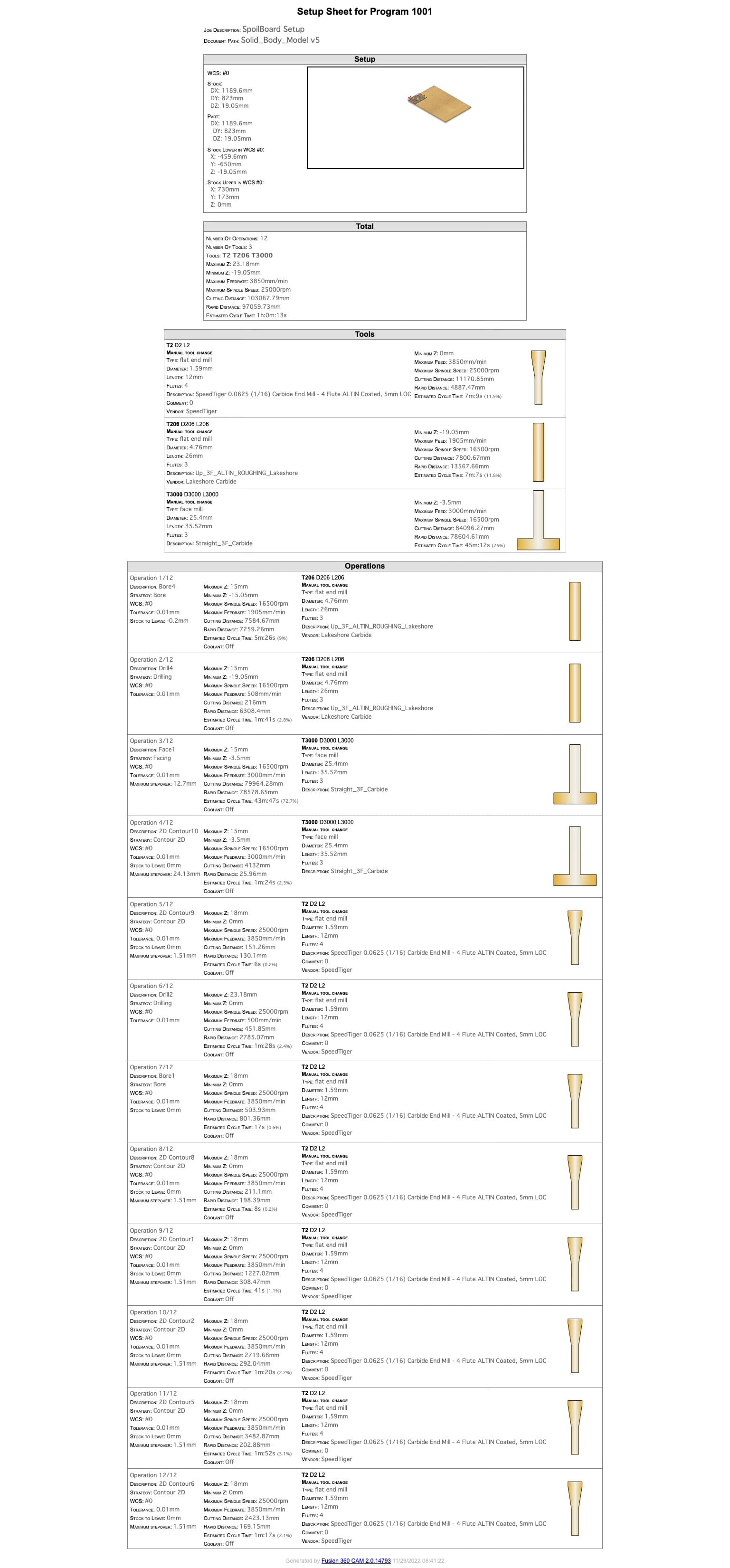
The bits I used, surface speeds (via RPM and tool diameter), federates, DOC. is attached. I hope this helps. Please understand though - I’ve accumulated hours of experience via failure working on Colibri.
I’ll be posting progress semi frequently.
4 Likes
0.250" parts cut from 6mm baltic birch. Will have to adjust the various fasteners to account for the differences in thickness. Used copious quantities of 5/8" pins to hold down the stock and parts. The spur and colloidal gears must be held down well for a precise and accurate cut or they just won’t work well in the final model.
0.375" parts are next. Followed by 0.500". All of which will be cut from metric stock so the differences add up to a material change in fastener length.


2 Likes
Encountered a minor rigidity issue when milling small parts with the full sheet Brutus. Adding a third rail to see if it solves the problem. Keep in mind that Brutus was not designed to go this big in the first place. I’m the idiot asking the machine to do more than what it should.
Therefore I called Peter Parker and asked him his thoughts. He shot this back. 
1 Like
I reassembled the Brutus CNC with the third rail mod and the toilet bowl mount prototype. I did a rough pass on a small patch of spoil board and I’m quite pleased with the result.
Before third rail spoil board surfacing

Spoil board surfacing with third rail and toilet bowl
Carapace gears are next up. I hope it goes well.
5 Likes
Resounding success!
Gears like this will not work nor are they salvageable:

The rigidity enhancement made all the difference. Though, I question if it is worthwhile since I could have just run cnc programs on a smaller, more rigid cnc.



Onward!
3 Likes
That’s awesome
This looks awesome. I’m just in the process of finishing a full sheet Brutus and was wondering whether you would consider sharing your ‘third rail’ files?
Thanks in advance!