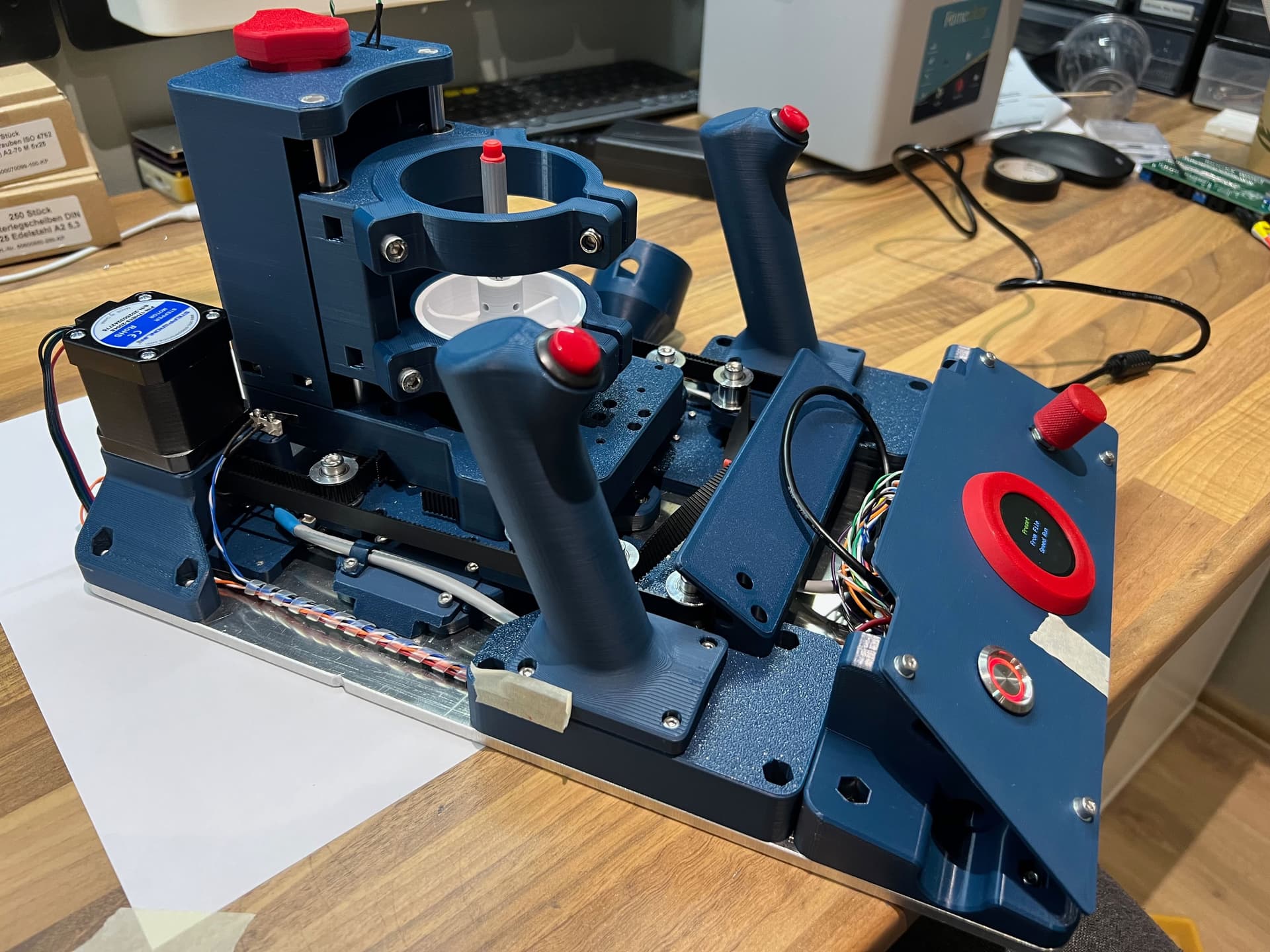
So I built my Compass CNC, many thanks to Cam: the project is awesome and the documentation is fantastic!!!
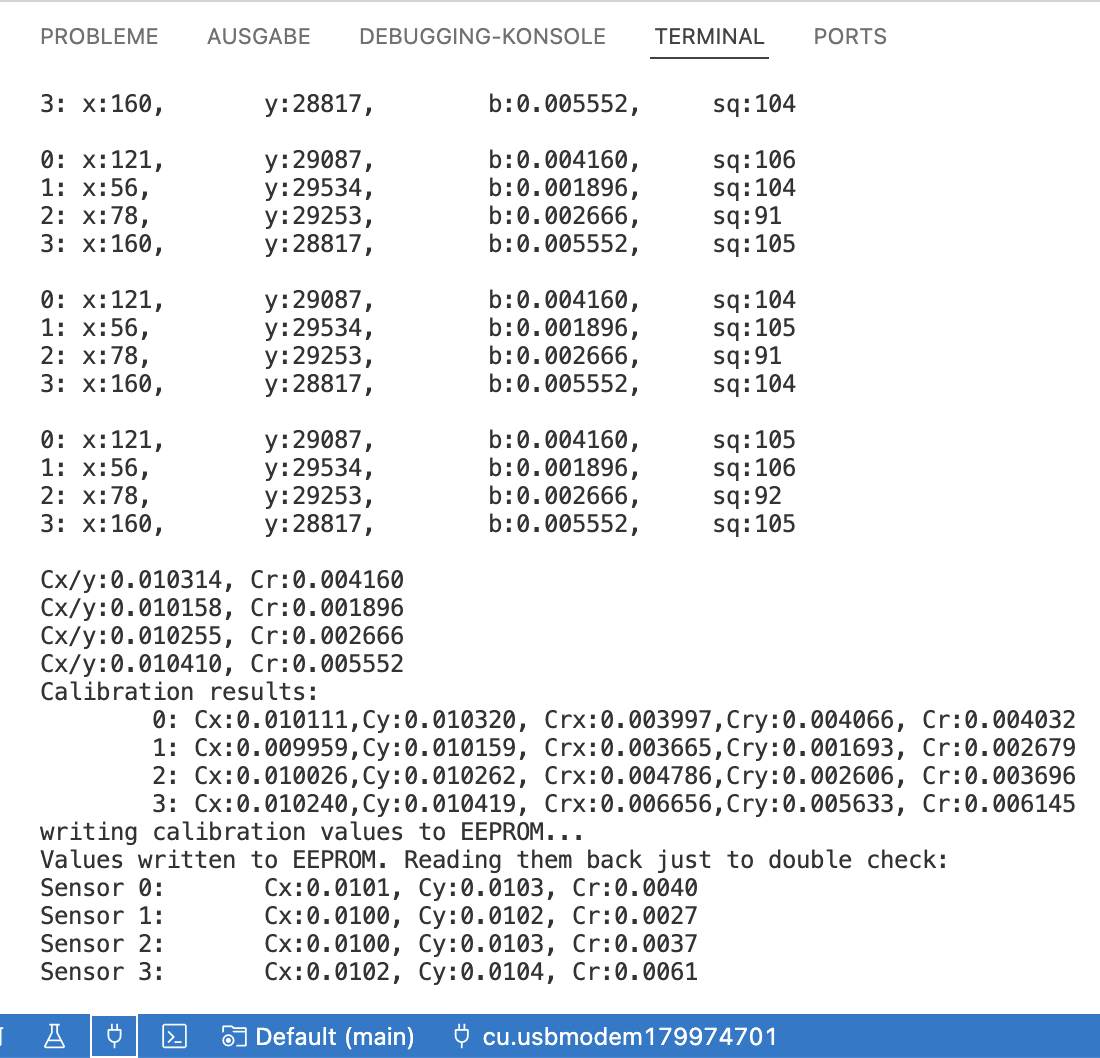
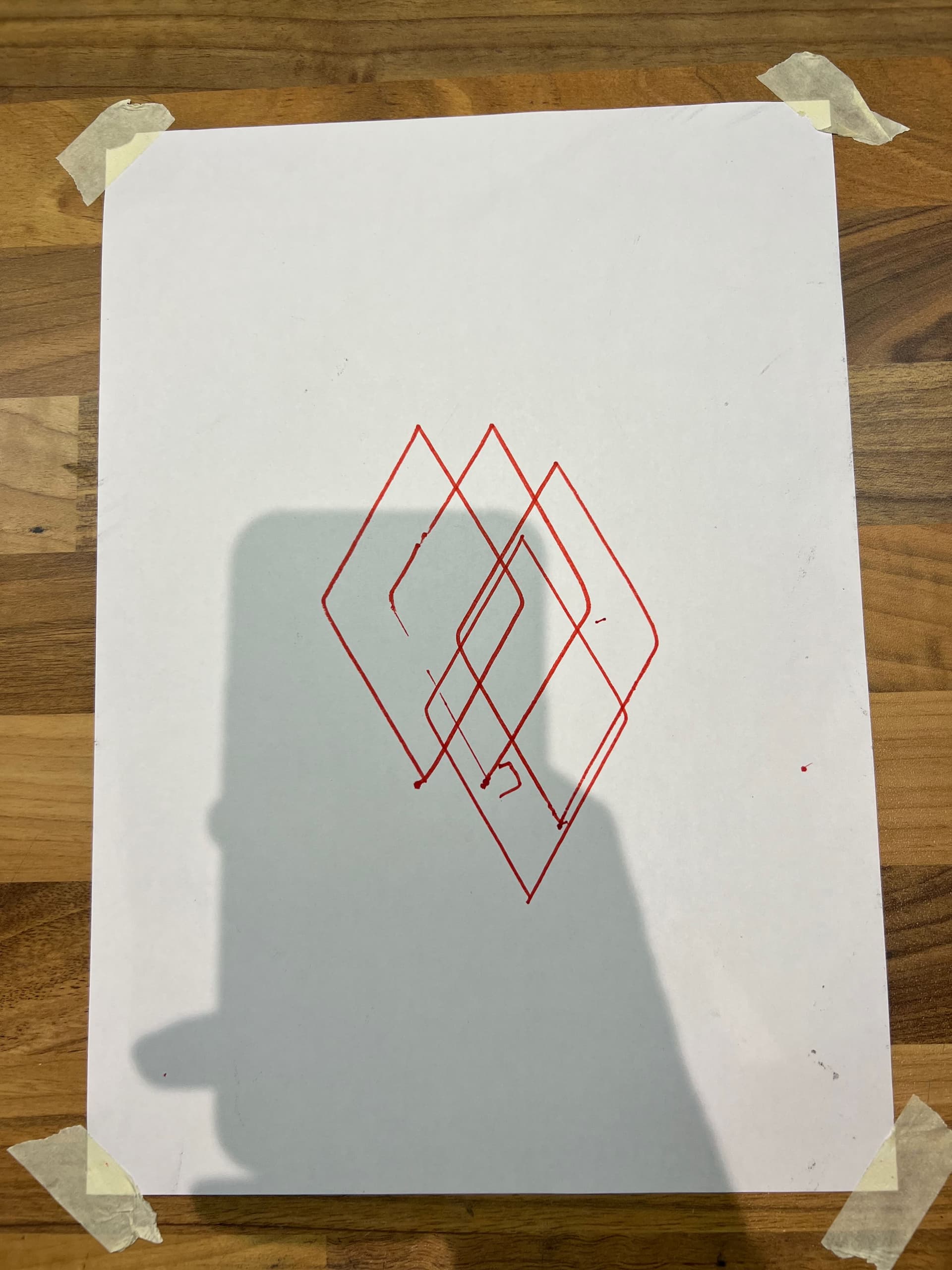
I started the machine and it immediately worked, but now I have the problem, that squares turn out as diamonds. The machine travels too far in Y direction. I read here that Thomas had the same issue, but he was able to solve it with calibaration. I calibrated my machine several times, updated the firmware, but nothing seems to work.
I already checked the cables (i went the extra hard way and crimped the cables myself and soldered the PCB… tombstoning is really an issue I learned), but as far as I can tell, the connections are fine. Especially since the error is completely repeatable.
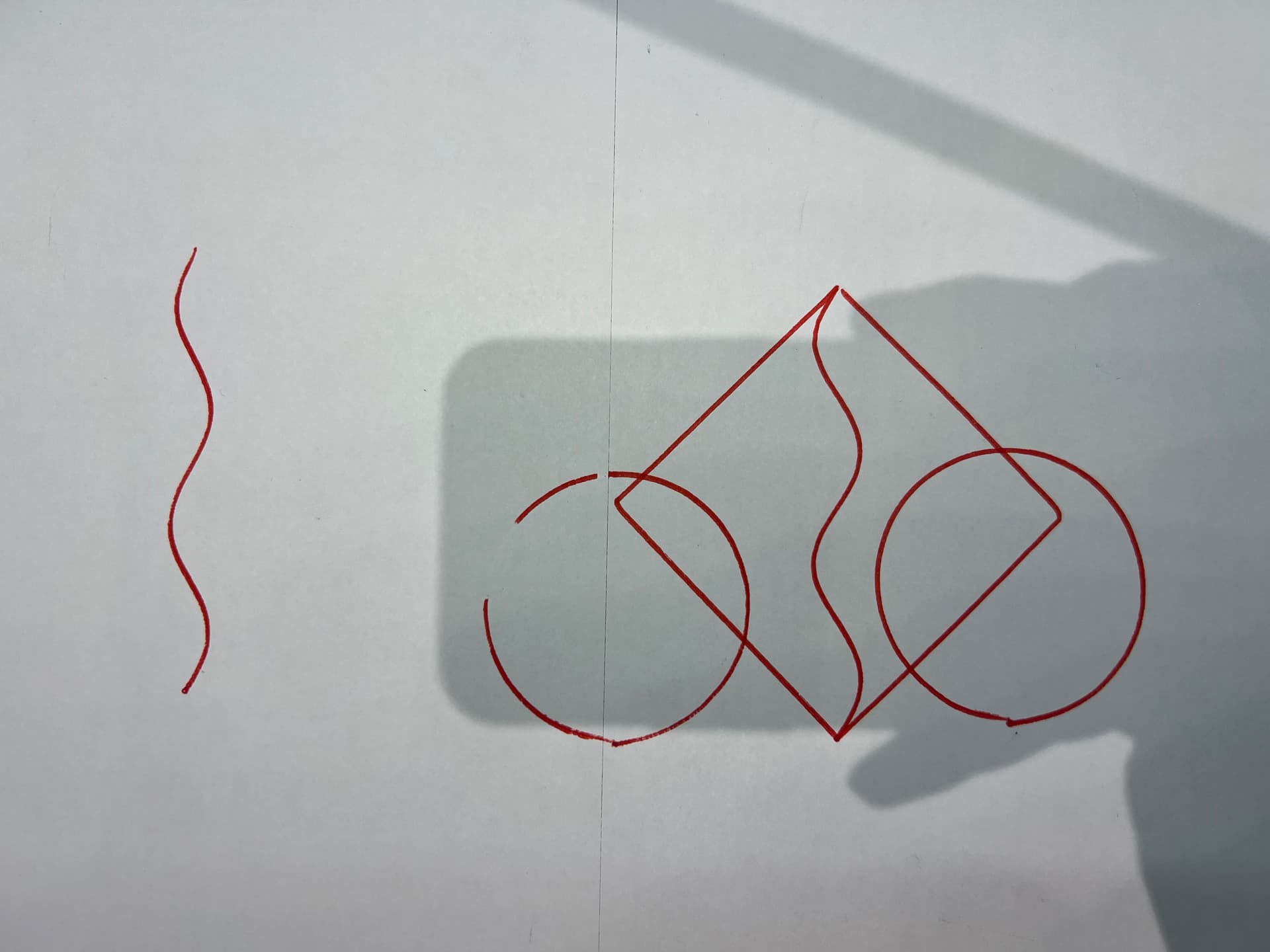
oh boy, i feal stupid now. I only tried the diamond. The other forms look good! The circle is round, the sinse wave is a sine wave and the square with the sine wave is also perfect. I guess next step is to try it with a router and wood
edit:
I have another question (or idea?). The Compass has a drift of about 1mm/1000mm. When you create a pocket, estlcam will remove the material on the inside of the pocket first and do the perimeter at the end. This makes perfectly sense for a traditional CNC router since cleaning the perimeter when only a bit of material is left will result in a cleaner finish. But with the compass, I think doing it the other way round would be better: First the perimeter, so using “the first centimeters” when the accurary is still high, then the inner of the pocket, then accuracy doesnt matter so much anymore (since you have the trace of the perimeter as room for error). Does anyone know if this is possible in estlcam?
Ahhhah yeah the thumbnails for the preset designs are not perfectly representative. I actually fixed this on a different branch a while ago but forgot to merge it to main, my b. Just fixed that.
Yeah, that could be a good route to take. It really depends on the specific design, though, and what you’re trying to prioritize. The amount of drift for each perimeter operation (for the traditional operation vs. the reverse) will be the same for both approaches. The only difference is that on the reverse approach, the perimeter will be more accurate relative to the origin. If you’re doing multiple pockets that should all be accurate relative to each other, then it might make sense to do the perimeters of all the pockets first before doing the inside clearing. It might also make sense in this case to set up a physical home that you can return to between the perimeter and clearing steps.
Only workaround i could find so far is to do two operations, first just the perimeter without the pocket, then the pocket and stop before the perimeter is done. If no one finds a solution, I will ask Christian, the developer of estlcam, if there is a better way to do it
… I dont know where i got the idea from that i could generate gcode with estlcam for the compass in the first place, i was like 100% sure I saw that somewhere, but now i cannot find any information on that. Is it even a possible or do you generate the gcode exclusively with fusion?!
You should be able to, you just have to disable arc moves. I haven’t messed around with estcam at all but that should be a feature. Can someone more familiar with the software confirm or deny this?
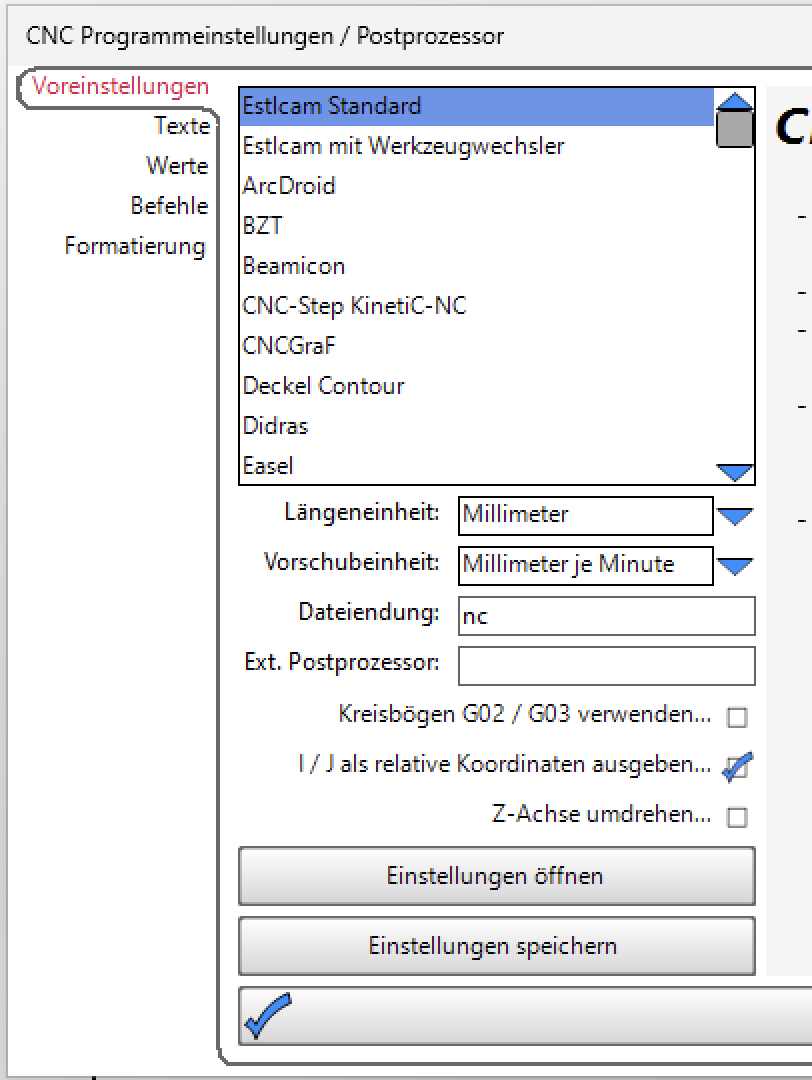
I tried it, but so far without success. In Estlcam, I disabled “Use G02/G03” and tried exporting GCODE with the post processors “Estlcam Standard”, “Marlin”, “GRBL” and “Default settings (Grundeinstellungen)”, but when I click on either one .nc file on the Compass, the screen with the square indicating where to go will just flash for a fraction of a second and go back to the file browser again. I guess I have some settings wrong
I tried a lot of different postprocessors - I attached two examples (dont know if this is important, but the LinuxCNC.ng was .ngc but i could not upload .ngc files). In Estlcam I could change the GCODE beginning and ending texts, and from what I saw in the file created by Fusion with the compass_post.cps postprecessor, this would be neccesary. But I found it strange, that in the gcode made by fusion, not every line starts with G, but tbh I have only very limited knowledge of GCODE
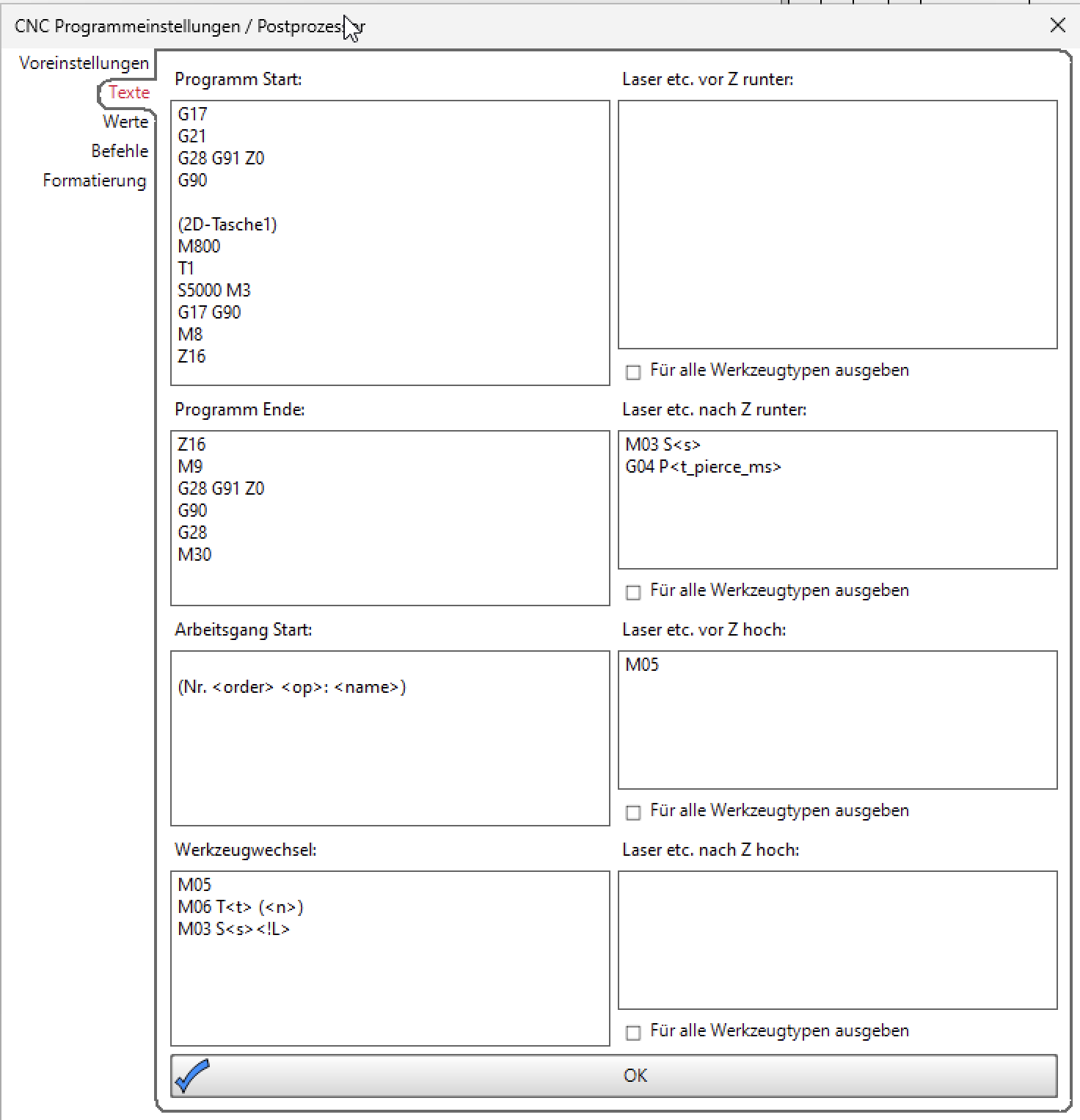
I got it working with Estlcam. These are my settings. I just copied the start and end GCODEs from a file that Fusion created and tinkered a bit. I dont really know what they do or what they are for on the compass, but it works. Since I will be using the compass for simpler shapes, I am happy to be able to use estlcam over fusion