Hi - I am trying to engrave beechwood (glued wood plate) with a half round 6mm diameter tool with two edges.
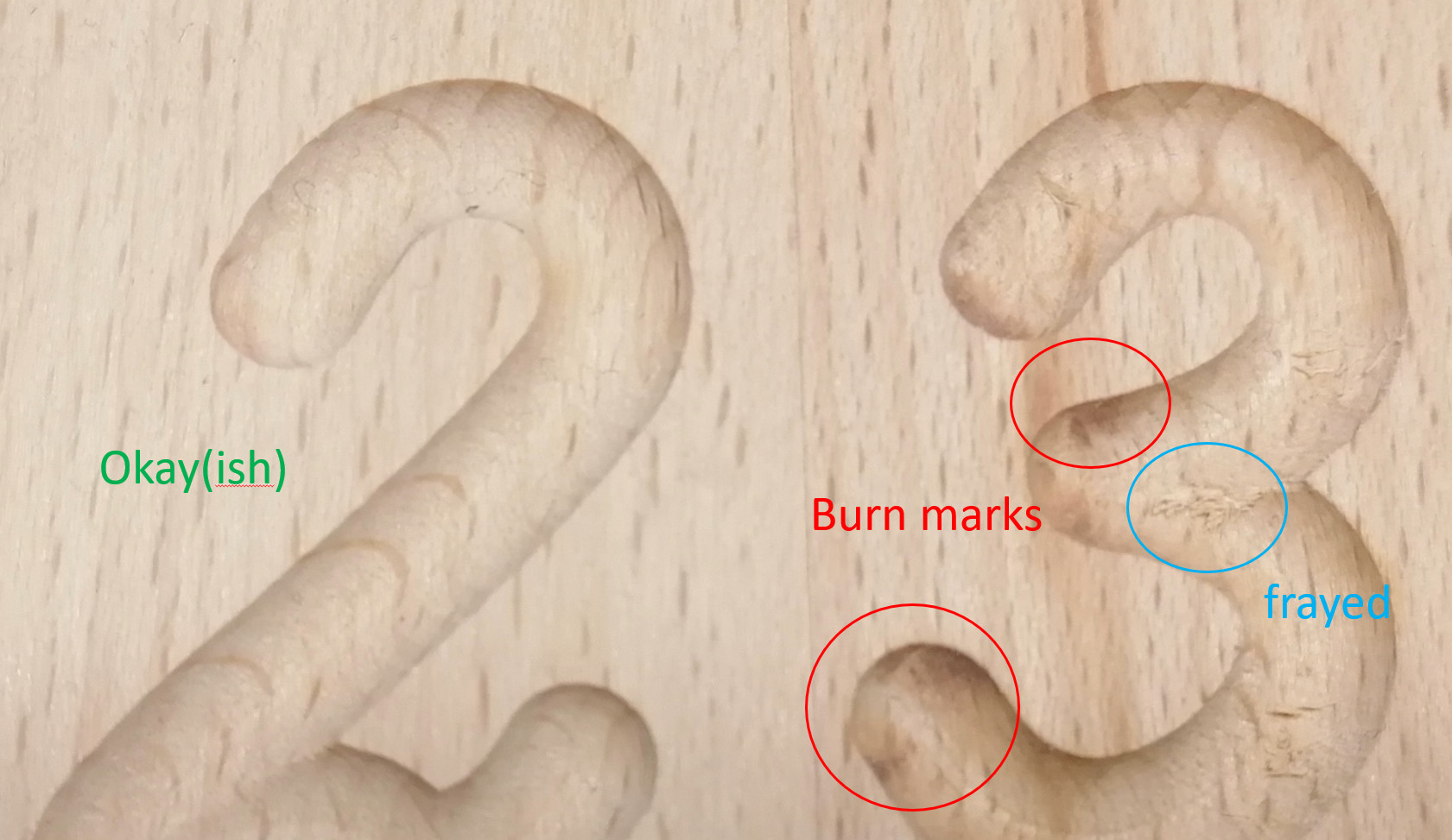
Most of the engraving is quite as I wanted it to be - but in certain parts of the plate (usually the darker wood blocks) I get frayed out contours and there is a tendency to burn marks (looks like a shadow in the attached picture but it is a dark burn mark).
I use the 6mm tool with a cutting depth of 1.5 mm, feed 40 mm/s at about 18000 rpm and I noticed that if I reduce the speed, the burn marks will increase significantly - but I am not comfortable raising the feed further, since the machine starts vibrating already.
Can you do the engraving in 2 passes, with the second being a very shallow cut? That should allow you to keep the speed up so that you don’t get the burn marks.
Round bits are tricky that way. The outside moves very fast and the inside isn’t moving at all. So you get burn marks at the edges and fray in the middle. If you instead cut those out as pockets with a smaller flat bottom bit, all the cutting would be on the leading edge of the bit.
I have used beech quite a bit. It is great for kitchen cabinets and furniture as it is one of the harder woods and fairly cheap compared to other hardwoods.
You are burning the wood its because the bit is removing too little wood per revolution. This causes the bit to burnish the wood to a varying degree which generates a lot of heat. You cannot power through it at a higher feedrate as needed for the combination of 18000 rpm and a double flute bit. Our MPCNC machines cannot withstand the stresses involved to make that higher feedrate possible.
Instead, you need to cause more wood to be removed per revolution by lowering router rpm, using bits with fewer flutes, and finally by making shallower cuts which doesn’t change the chip load, but it does allow you to goes faster which does remove more wood per revolution.
I would recommend the following:
Go to a single flute bit. You get a factor of 2 improvement in chip load.(Fewer flutes cause more wood to be removed per flute)
Decrease the rpm of your router significantly. 18000 rpm is way too fast, 10000-12000 rpm gets you in the ballpark with the harder woods. This would give you a factor of 1.5 improvement.
Use shallower cuts to reduce chatter. Shallower cuts will allow you to increase your feedrate which in turn will reduce burning.
For comparison, I use 12000 rpm, double flute bits, and no more then 20mm/sec with 1mm depth of cut in beech. I do not get any burning but I have only used vbits and endmills. Your half round bit may have issues now that you have used it under high heat condition. Those bits dull rather quickly when they burnish rather than cut the wood.
I can absolutely confirm the “reduction of flutes” approach, since I started with 6 flute tools and that created really strong burn marks - reducing to two flutes brought a lot of improvements.
I’ll try lowering the rpm and move to shallower cuts - hope this will also take care of the frayed out parts.