I bought a 4x8 Lowrider V4 from a member here as he’s moving and can’t take it with him. I’m brand new to anything CNC/Wood Working or 3d for the matter.
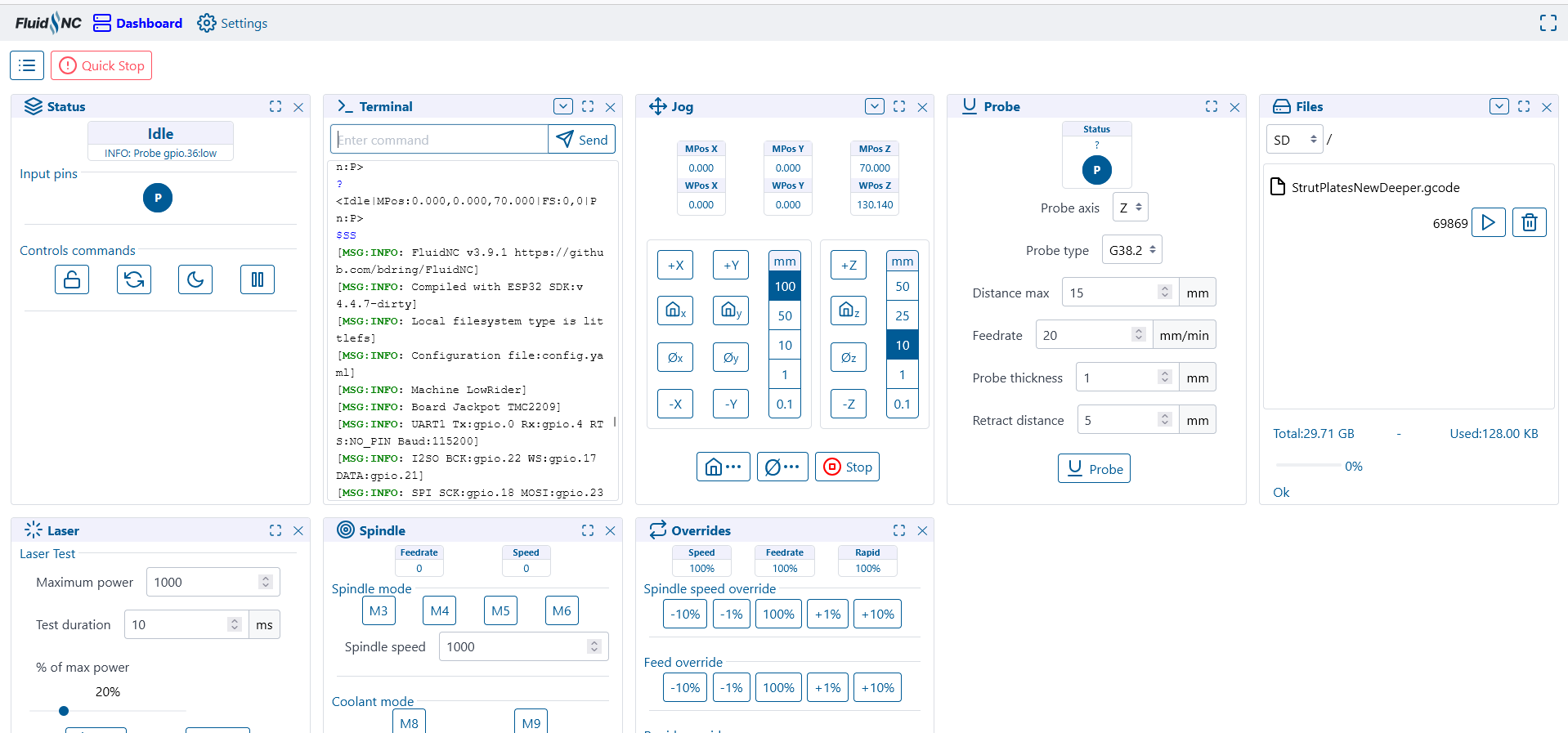
I was able to get the machine up and running (original owner did most of the work but needed to remove it from the wood stand in order to transport it to my house) and move along X/Y/Z within FluidNC when pushing the buttons. It also seems to “Home” when hitting it.
My question is, how does the system know what size it is? For example 4x4 or 4x8? I don’t see an option within FluidNC to test/run the whole board (4/8 in this case) and how do zero?? (not sure if I’m asking this correctly) the Z using the included tool
The seller stated “Powers on, connects, jogs all axes correctly Was cutting test files successfully Final strut plates still need to be cut and installed Needs tramming after final assembly”
I was reading over the how to here and get lost on a few part such as making the “Strut Plates” and the “Belt Calibration” area and the things below it.
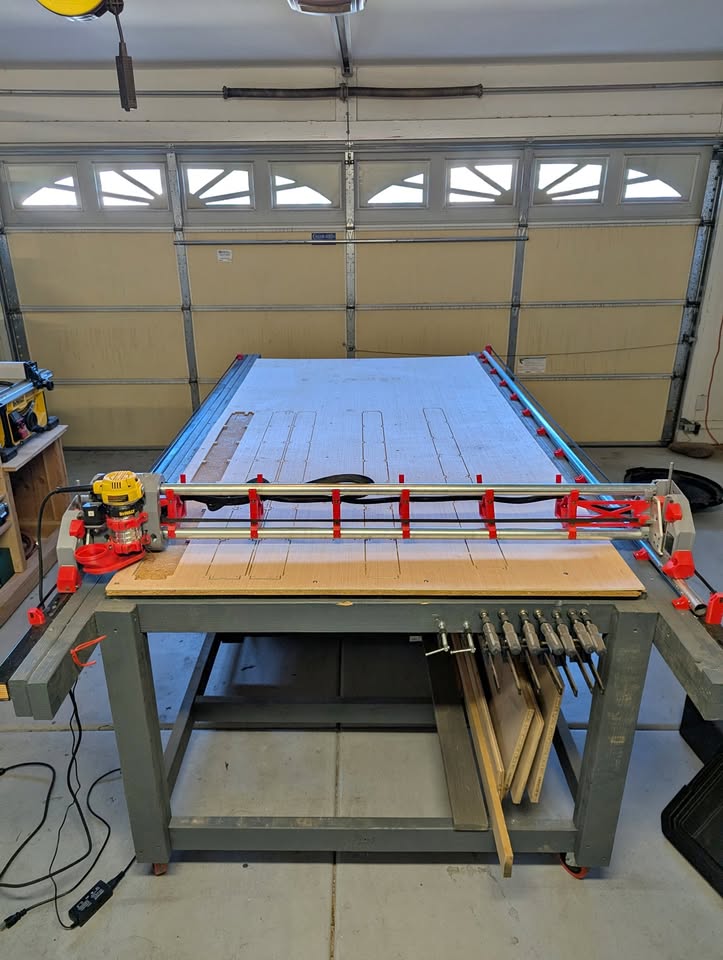
Here’s some pictures of it:



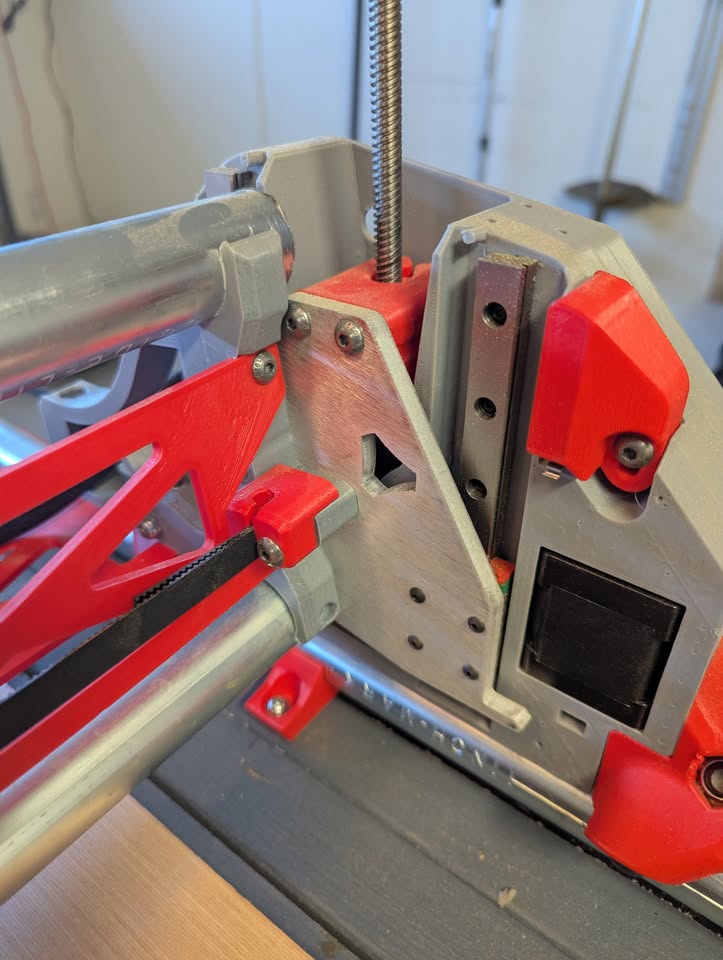
it seems the original owner started to make the struts but ran into an issue and stopped there.
Machine Details
- Model: LowRider v4
- Working area: ~4’×8’
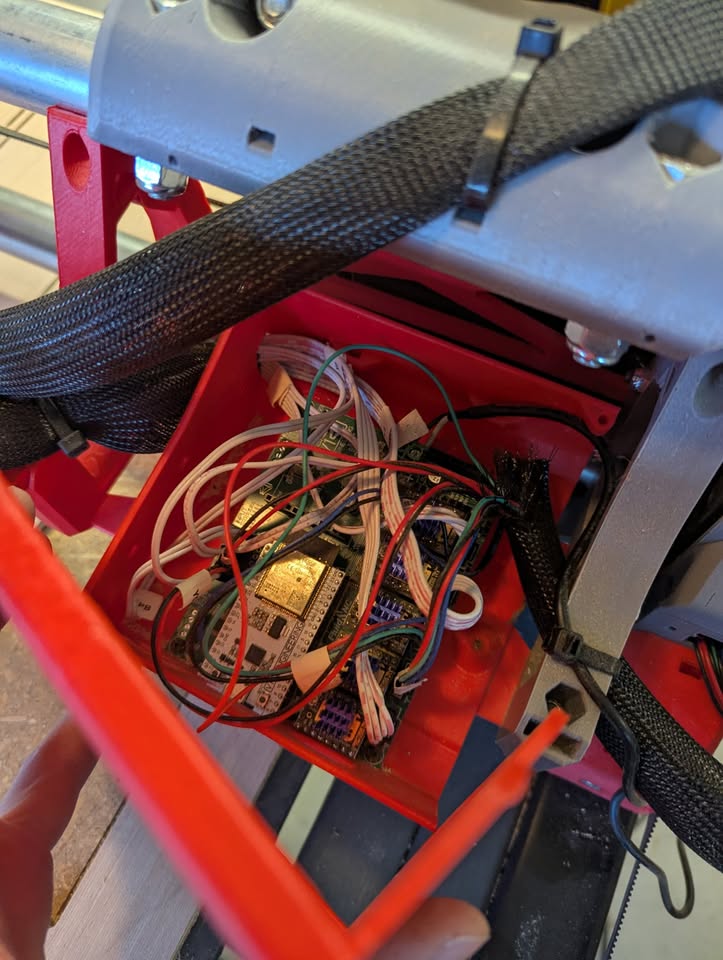
- Controller: Original Jackpot (fully wired and functional)
- Motion: Belt-driven X/Y, leadscrew Z
- Router: DeWalt trim router
- Frame: Steel EMT Conduit + printed LR4 parts
- Table: Dedicated CNC table included
Any ideas on how I should proceed?