Hi All,
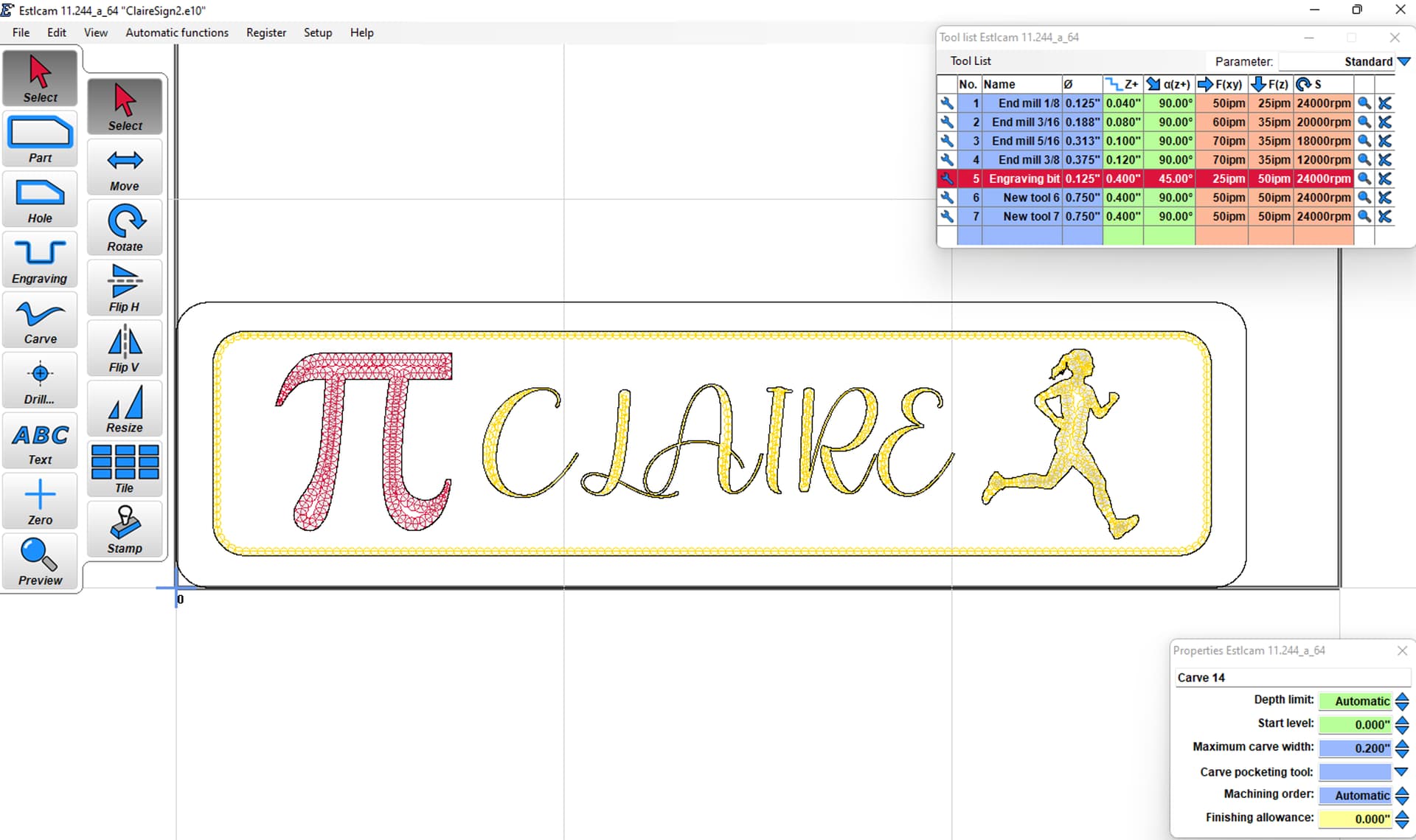
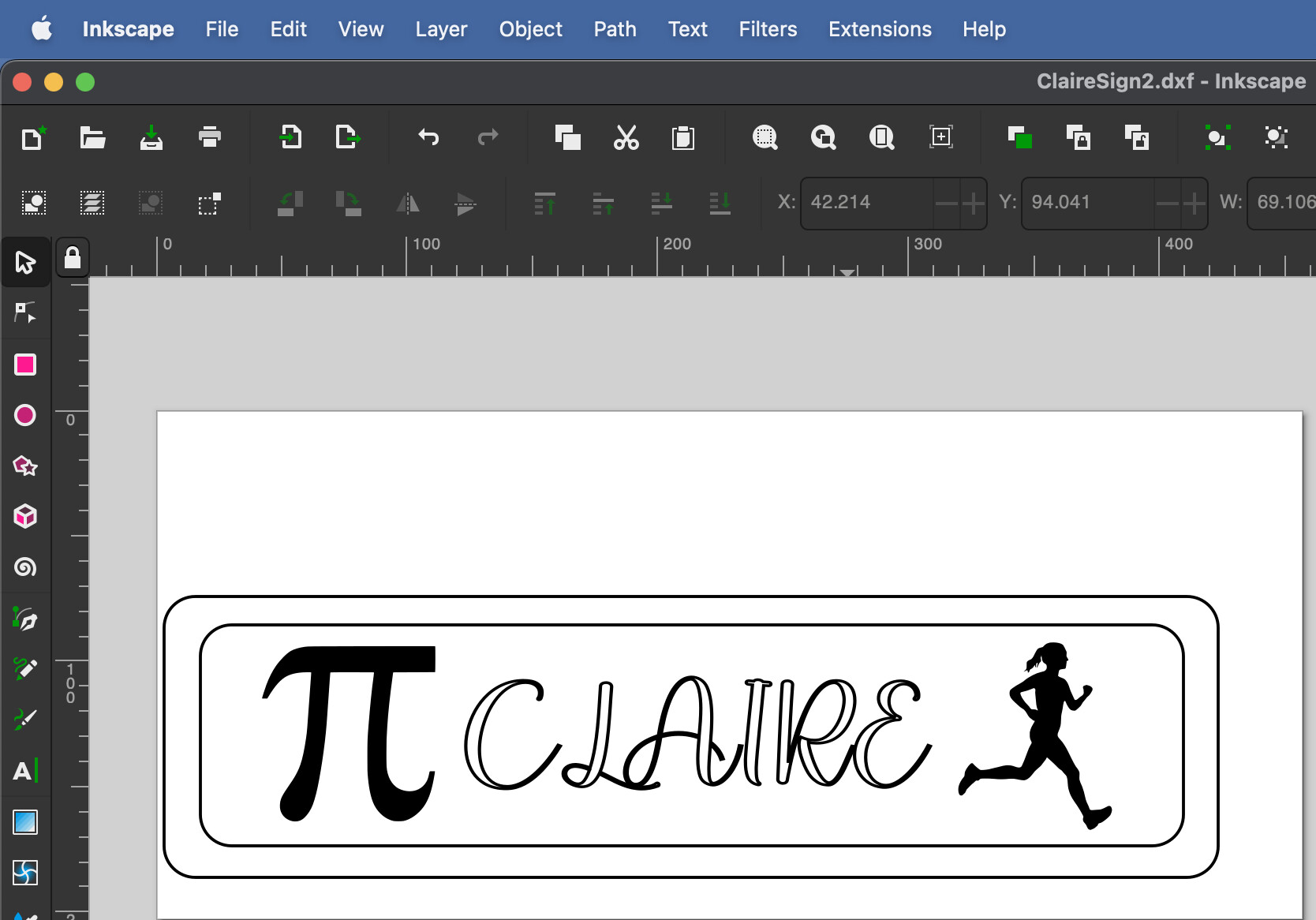
Very new to this and any advice apprechiated to clean this up, specifically there is material left inside the items and would like to the runner to come out sharper. Tried to capture the settings I used in the attached screen shots and attached the original Inkscape drawing… This was done with the 1/8 45degree v-Bit.
So take this with a HUGE grain of salt - I’m only getting back into CNC after a few years and even before then I didn’t have much experience under my belt - but have you tried a different bit type (ie maybe a ball nose endmill) + operation type for the paths you want completely cleared? I don’t think v carving is meant for clearing wide pockets (could be totally wrong tho!)
Just changing maximum carve width took care of it. Was able to rerun on the same piece of wood and it took out out all the inside material and made the bottom fairly smooth. -Jeff
Thanks JD, think I need the v-bit for the fine detail, but was not not clearing the material inside. Changing the carve width did remove the material, but probably need to experiment with other bits as well.
With the same v bit + wider carve width - would that mean you have a deeper pocket in that section?
I was thinking you have one operation with the 45* v bit for the finer detail like the lettering + another pocketing operation with a ball nose endmill (or maybe even just a wider angle v bit like a 90 or 120) for the sections you want fully cleared so it doesn’t have to go as deep to clear out the pocket + can still keep the same v bevel on the edges as the rest of the contours
Guess it doesn’t matter if it still looks good w/ the 45* bit though
You can see in your screenshot that you can choose a „carve pocketing tool“. If you have bigger letters, you can choose a straight bit for that, which will then clear everything it reaches, then you swap to your V-bit and finish your workpiece.
Thank you for the advice guys. I I choose a “carve pocketing tool” in Estlcam, and then run through Repetier Host to load on my SD Card…Will the LCD screen indicate when it is time to change to tool? assume will give me the opportunity to rezero?
To date, I have made completely separate programs when I was using multiple bits…ie one program for carving the sign detail detail, the loading a new tool, re-Zero, and loading another program for cutting out the sign
Estlcam does include a command for tool change, it should work with the board you use, but I am not 100% sure since I use Estlcam for everything, not using a Marlin Board. Normally you can just drive the MPCNC anywhere, change the endmill, zero Z and then hit start, it should continue where it left off. Do not turn off the CNC while doing that.