Already busy printing a 25,4 J version for a while.
Had some wrong parts because of a small problem with the files but nothing major.
The reason i chose the 1 inch version is because i have a whole lot of 1 inch stainless tubing.
Parts are also showing up slowly.
Got some really nice but cheap 4.8kg nema 17 steppers.
Planing to use th mpcnc for balsa milling with a dremel and for PLA printing of bigger objects.
I am planning to start building somewhere next week.
Printer settings.
Extruder 240 degrees.
Bed temp 100 degrees.
1.75mm hobbyking abs fillament.
40mm/s printspeed.
0.2mm layer.
0.4mm nozzle.
Glas bed with abs juice and the printer is sitting inside a enclosure.
In my experience ABS parts really do hold up better.
Although - I did just break my glass bed the day before yesterday - no glue, no hairspray, no adhesive of any kind, open air printer, E3D BigBox - just plain ABS on a clean glass bed - and it FUSED itself to my glass bed. Took out a big chunk of the glass (which is now permanently embedded in the still usable MPCNC part), and made a big crack across the glass. Never seen PLA stick that hard. Probably didn’t help that ambient room temperature has been varying between 90-97, and probably even hotter near printer because of the heat a 3D printer puts out.
The ambient temp inside my enclosure is between 50 and 60 degrees Celsius.
Really need that when printing ABS to overcome any warping, also need to preheat the glass bed for at least 30 minutes before starting the print.
When done printing the part just pops loose when its slowly cooling down.
Regarding the printer temperature, here I am printing the Nutlock but no normal pic but FLIR (Cat s60 phone).
Printing the last roller now, about 3 hours left.
XYZ, XY, pineapple coupler and a couple other small bits and I should be ready to start building.
The printer heats up the chamber in the half an hour pre heating.
I have a 60x60mm fan running 5 volt sucking out the fumes through a old vacuumhose out of the window.
I am planning on using a arduino to control the fan so the temperature gets a bit more stable.
Box is made out of 12mm MDF and 55x55x55 cm inside measurement.
Filament holder sits on top of the box.
Still need to cut out the holes for the acrylic, have been printing to much and no time to do it
The extruder motor does get a little warm but nothing extreme.
The malyan drivers haven’t got pots to set it and it is set very conservative.
My last roller I am still printing is probably failed, I can see a crack on the webcam image.
Can’t open the door because on higher prints the abs is most certainly going to crack and warp.
Hoping it’s only a small one and its still fixable with some acetone.
Been researching how to set the driver voltage, shouldn’t be to big of a problem I guess.
Also trying to figure out what software to use for milling, have used aspire and mach3 before but if I’m correct I can’t use mach3 with ramps.
Printing the second XY now, had to do a bit of mainainence to my printer.
I am hoping to start building somewhere next week.
Still need to print both XYZ’s and the hicwic mount.
Mount for the dremel is done and fits like a glove.
Still waiting on the ramps, pulley’s, PSU and extruder.
Finally done printing, took a while but I do have a good result.
No warpage, perfect fit around the tubes, bolt holes where aligned like it should.
If it’s not to hot tomorrow I will cut the conduit and get some wood for the table.
Also need a couple of bolts I don’t have in stock.
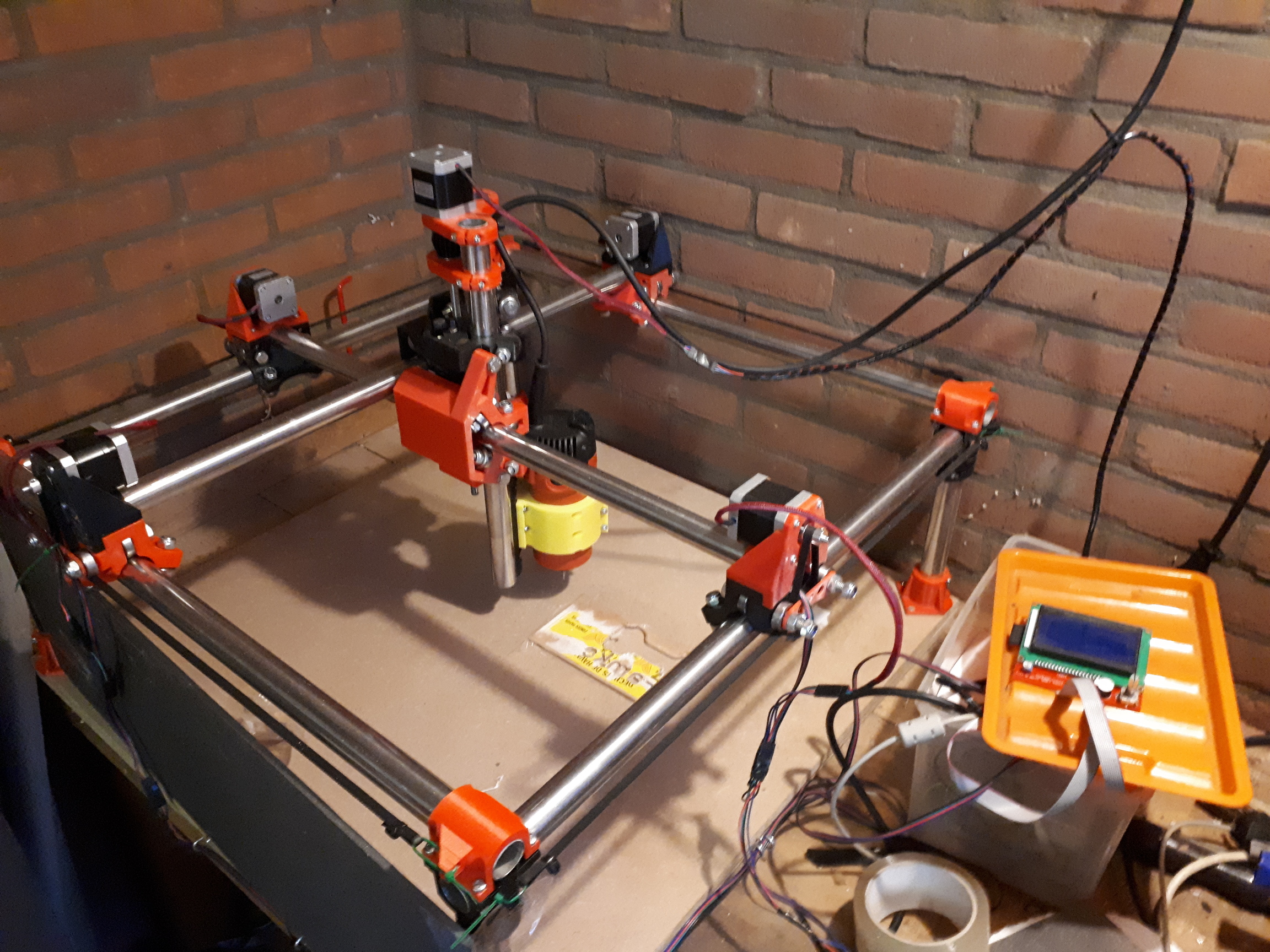
It has been a long while but finaly my build is working.
For now its tall because of a project but going to drop it down to its minimum for aluminium soon
Using a makita m3700 as a spindle and it works like a charm.
Still learning the basics with fusion cam but getting there.
Bunch of 1 and 2 flute endmills ordered to play with, regular high speed steel and carbide.
I was done with my high project and wanted to change out the machine to the minimum height but found an issue.
My Z axis rod is to short and isnt pushing the Z up high enough.
Guess I need to cut a longer one.
Tried my had at aluminum today.
After some issues with the first attempt with aluminum welding to the endmill it went pretty good until I started a boring operation.
Need to ramp way slower and also need more rigidity.
Slot was done with adaptive clearing (in 2 goes)
350mm/m, 1mm doc 2 finish passes followed by a spring pass.
2mm hss 2 flute endmill.
For the holes I used the settings fusion gave me but they need to be much slower due to the lack of rigidity.
That big old hole was the result of the to aggressive boring operation.
The other 2 holes are also not round as can be seen in the picture
I am however very happy with the result of the finish of the slot
As can be seen from the other side it did produce a good and dimensionally accurate slot