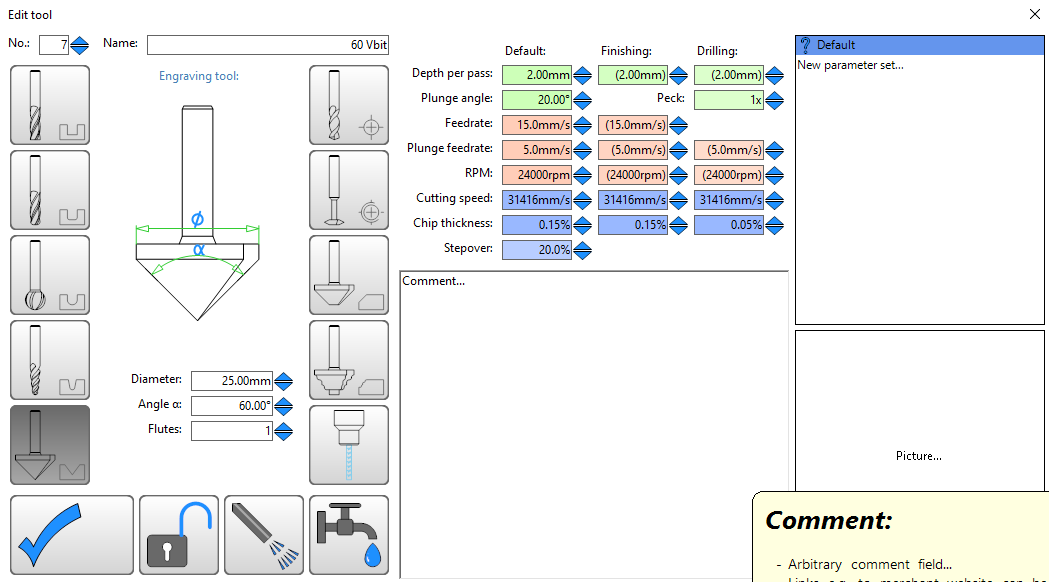
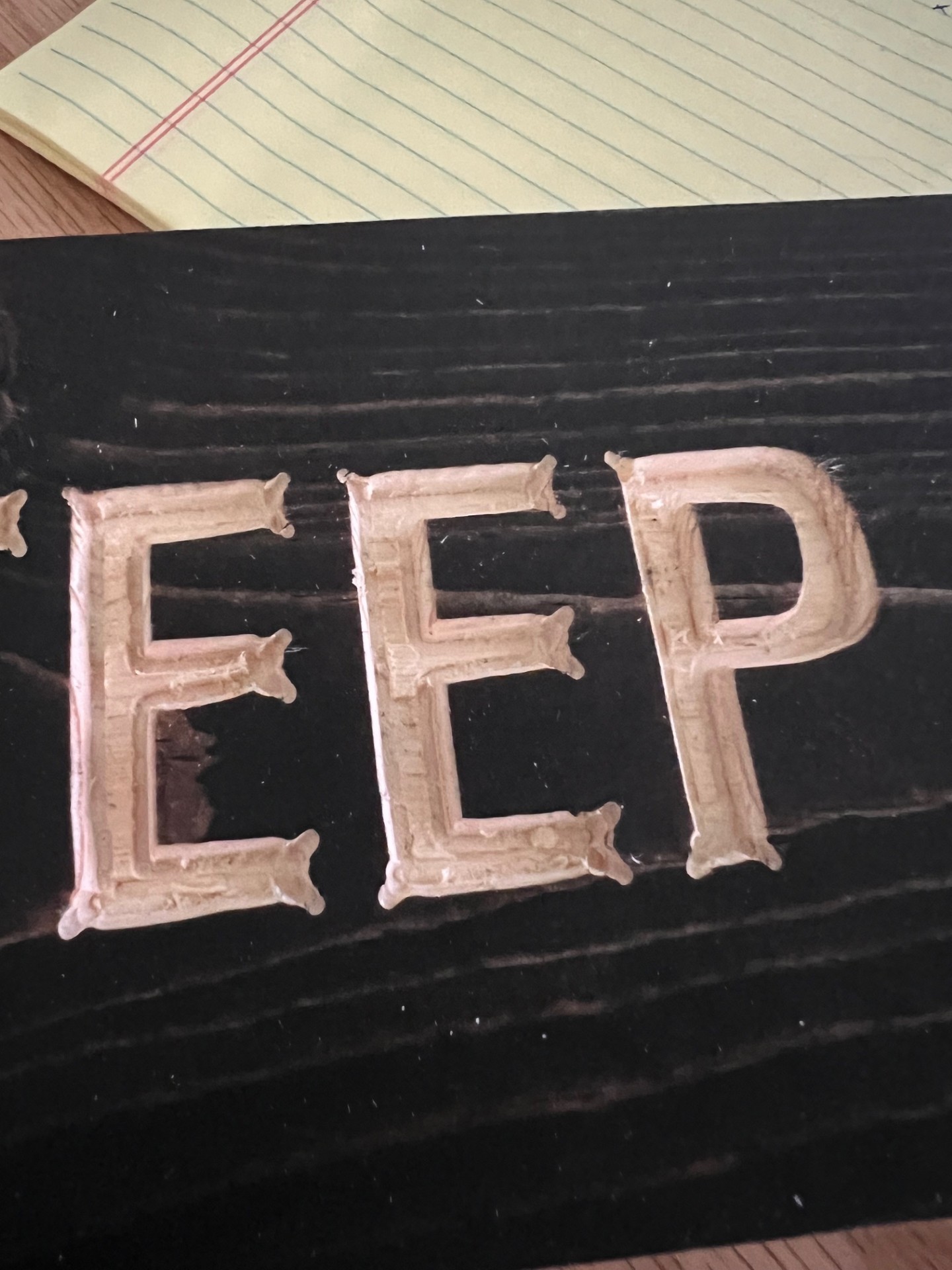
Yeah, that does look like crap. You can see that it did try to carve, those “ears” are the last few finishing touches the program does to corners. But those deep likes rather look like a straight bit. Would you be so kind as to upload a picture of your tool, maybe your toolpaths in Estlcam? The settings look fine.
Okay, I found one mistake at least in the settings I overlooked: if you are not using a second tool to clear, 20% stepover is way too much. It uses 20% of your 25mm. With a tool that wide set it to 1%. Maybe try using a 3.175mm clearing tool first (under pocketing).
The tip does not seem off to me, the cutting edge seems to be 60° to the rest of the body, can’t make it out well, though.
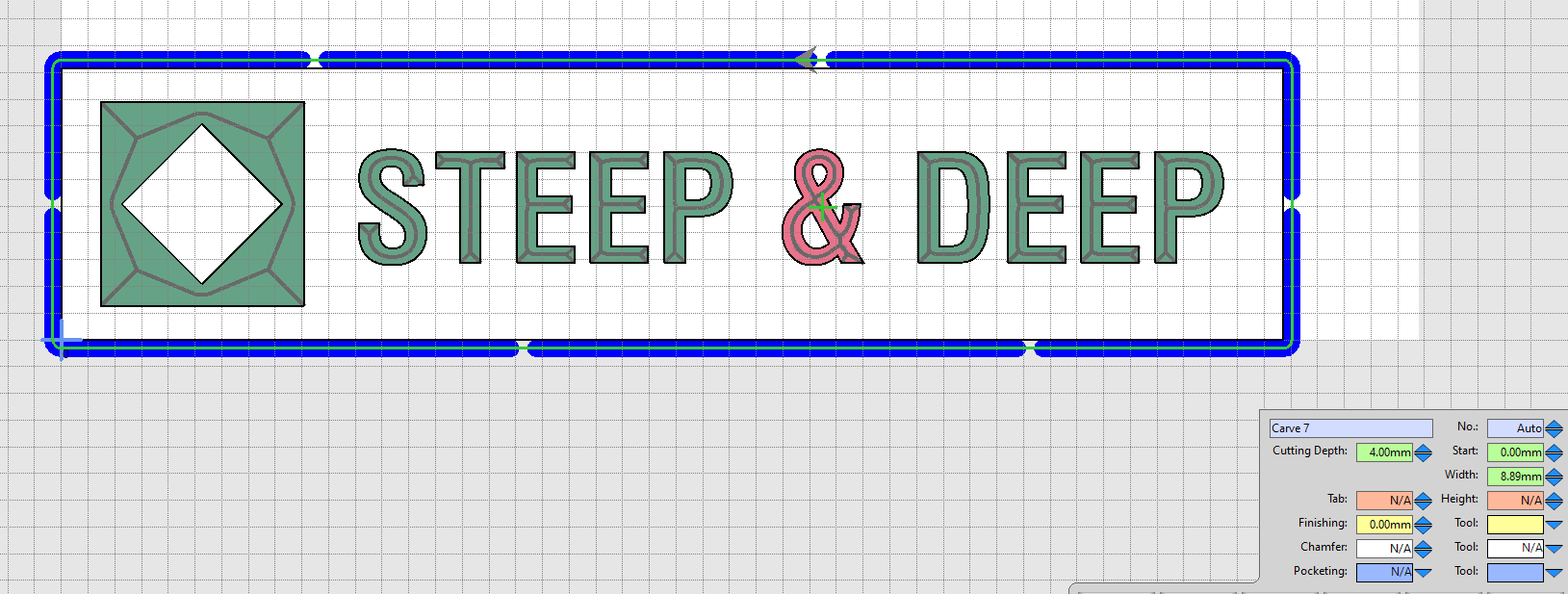
I used a clearing around the diamond but not around the letters. I will add in clearing tool with my 1/8" end mil bit. I will adjust the stepover to 1% as well.
I chucked the bit in a drill to look at the tip easier while it’s spinning. it did seem that it was rotated past the center causing a wider tip and greater angle. I adjusted it the best I could.
Alight, it looked much better. But seems like my z-probe zero’ed differently when changing bits. Also when it did the corners or each letter, it made them look like a serif font instead of san serif.
That looks a lot better. The corners might be still because of the endmill not being centered. Estlcam machines those edges las and goes up in every corner.
Those dogbone looking corners are a sure sign the angle setting is wrong in Estlcam. It tries to lift the bit, and as the diameter gets smaller, it will come to a sharp point. If you put in the wrong number, it will be rising too fast or not fast enough and you get those dogbone corners. Are you sure it is a 60* bit? It looks more like 45
1° is within measurable error the way you have it. Can you say for absolute certain that the shaft is perpendicular to the ruler there, or might it be 89/91° to the ruler?
60° is kind of the magic number for triangles because it doesn’t matter what the actual angle is, but if you tgry that same measurement with any other angle, you’ll get different results.
The actual angle to measure is the shaft to the cutting bit, which should come out at 30° (As 1/2 of the V angle) which will work for any other angle V bit. So a 45° V bit will then show 22.5° or a 90° V bit will show 45°
For a cutter designed in the way that one is, you probably could measure the cutter angle to the base of the cutter where the shaft sticks out of, and it would be accurate enough.
All that said, it’sl also possible that the blade is a little off the correct angle with the way it’s designed, so measurement is a good idea, but I’d want a more solid method of measurement…
My penny tip:
Why not mill a thin tester to check the angle of the bit?
see Attachment
I schematized it quickly, so remember to insert into Estlcam an overcut on the vertex. 60°.dxf (134.2 KB)
Of course, a 60° angle is the “one” angle that yields the same measure regardless of whether one is measuring from “cutter side to cutter side” as shown in @Gianpaolo’s schematic, or measuring from “base of the shaft to the cutter side” as shown in @barley_b’s photo, simply because 60° x 3 = 180°, and the angle sum of a triangle will always be equal to 180°.
However, since @barley_b measured 61° from “base of shaft to cutter side,” it means the actual measure “from cutter side to cutter side” is closer to being only 58°.
That’s enough of a difference from 60° to make the finished result less than ideal, showing more deformity than should normally be seen. Changing the cutter’s angle in Estlcam to the “~actual” 58° should yield a result closer to what is expected.
Nonetheless, if the cutter’s point is off center, meaning the manufacturing quality control was lacking, then there will still be issues even if the angle is measured perfectly.
When adding an image, you must wait for the upload to finish before you submit, or it cannot finish the upload. We cannot see the latest image you tried to post.