Build started with buying the parts off a forum member who didnt have time to build it.
Quickly learned that there were diffrent size brackets and 1in OD pipe was impossible to find around me. After a few more purchases i was setup and ready to go.
With some saw horses and quickly built table ended up working out pretty good.
Leveled the MDF and got a quick understanding of the limitations of a trim router and a fat bit… three makitas later i was level. Got a FDM printer also to help complement any “upgrades”.
After scraping my idea to replace a makita with a bigger boy (metabo 12vc) this 4th makita is still going strong.
Remember mistakes create learning opportunities. Makita service center also cant be fioled easily
Funny you saw that because thats why one of them blew up. Thats was the third one.
First one was preforming amazing though ultralight mdf with the 1.25in surfacing bit. Sadly i didnt put anything in the middle of the spoilboard so it bowed up in the middle. Swapped to regular mdf ran it with the same gcode and learned real quick how much denser it was. It smoked the router before half a pass.
Second one i shallowed it out to make off less per pass and after a few passes it melted the PLA from heat and dropped into the MDF creating a gash and a other blown motor.
All were my fault but I just replaced the holders with PETG so should be more protected against heat. Also make a bigger one to try out my larger router incase i need to surface a brand new board again.
Overall moral of the story is to setup a good base so you dont need alot of surfacing passes.
And/Or…don’t swing a 1.25" bit with a trim router. 1/4-1/2" is really good for this and you can move fast. A smaller bit also leaves less scalloping from a not perfect tram, so easier to adjust for.
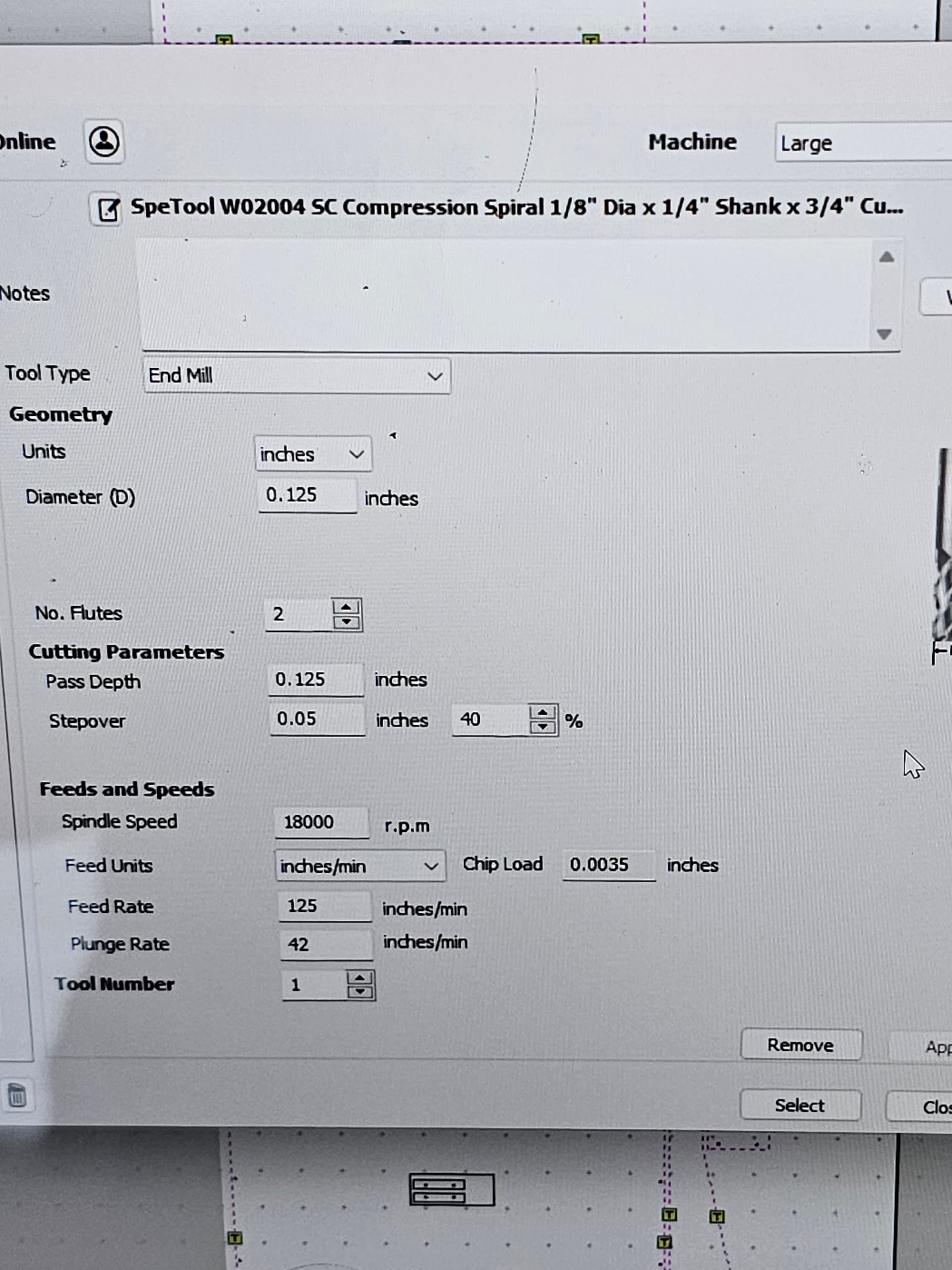
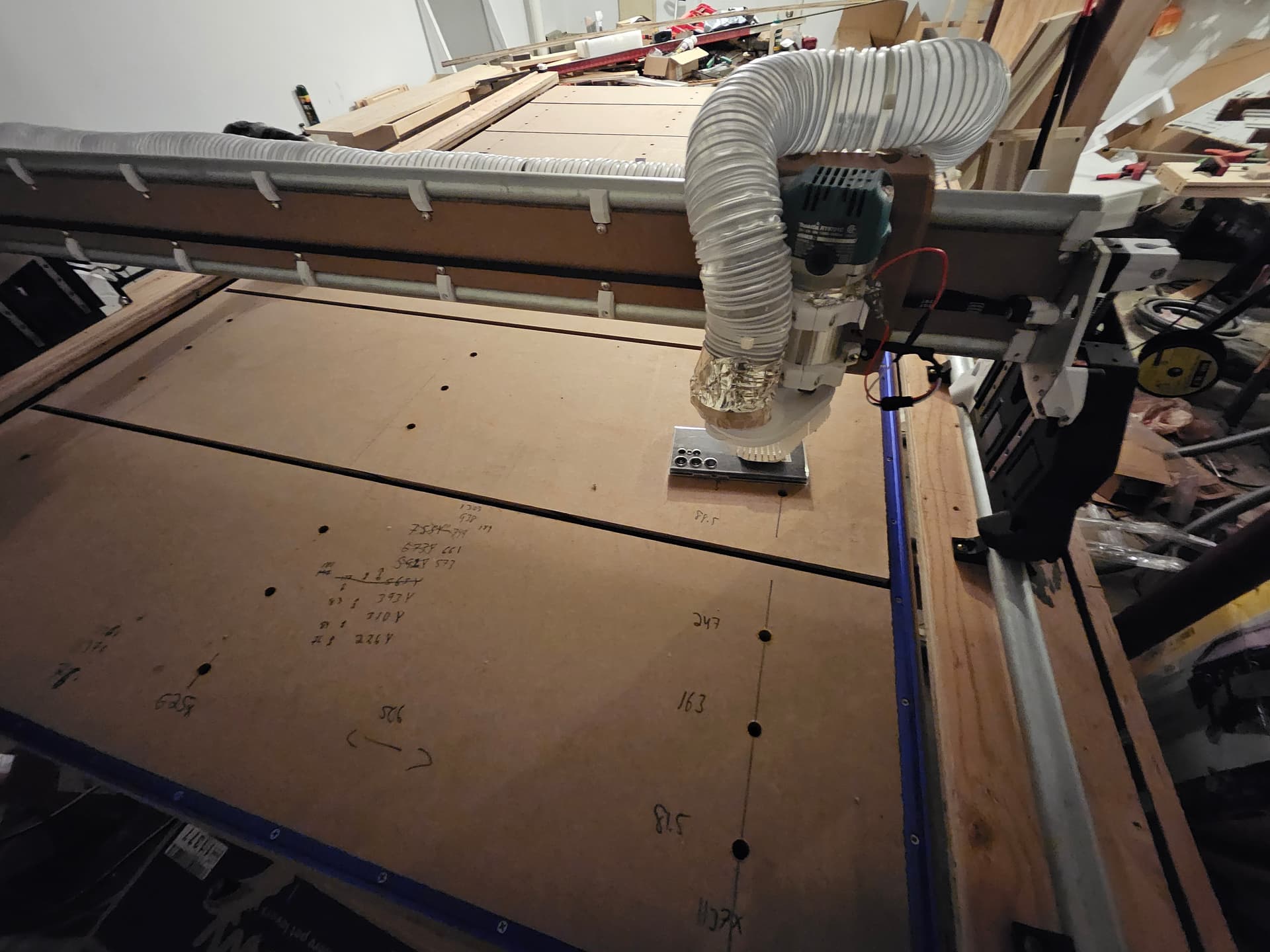
Im using spetools w02003 (1/4in compression)with its default feed and speed. Makita set to 3.5ish. No finishing pass but I essentially do that with a w02004 (1/8in compression). Here is a photo prior to the W02004 pass.
Is that deep enough for a compression bit? What are the default feeds and speeds? It looks like the feedrate is too fast. I have never seen such crazy wandering without breaking a bit.
Always use a finishing pass, and I don’t see any reason to change bit to do that unless you are trying to get tighter corners. Just do a 10%-15% finishing pass with a 10% slower feed rate for the roughing and see if that fixes it.
The chips are good but for these machines they are a bit large. So you need a smaller bite.
All at 6.35mm DOC. That’s a LOT. Even half of that is a lot. I have that same bit and I think I run it at 20 mm/s at 5mm DOC.
Might be a good idea to run you some test cuts at various speed / DOC and see where it ends up happiest. I know I need to do that for a lot of my bits.
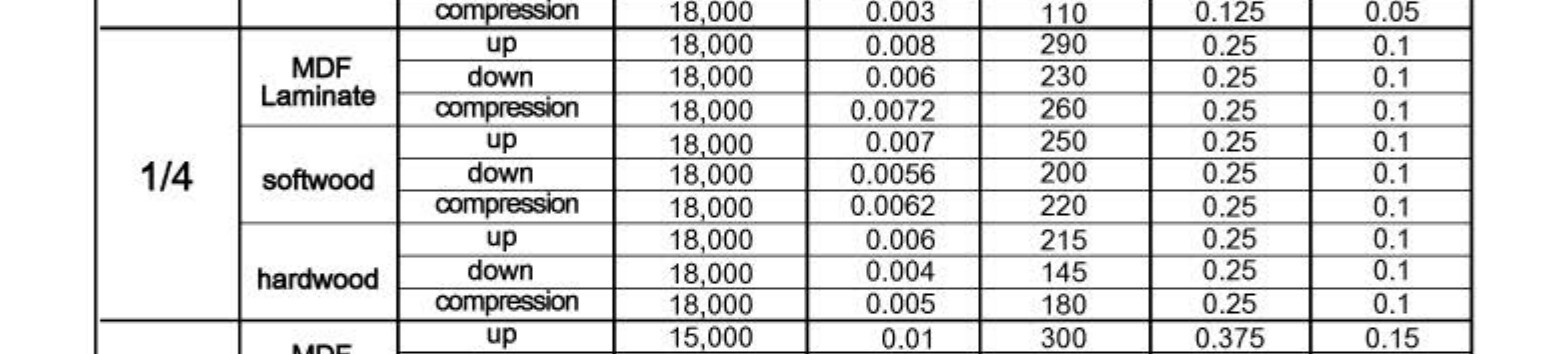
Just to add to it plywood is slower than the list because of the glue. Crappy ply is the slowest with the most glue, something like marine or baltic birch ply can go faster since it is less glue.
Also…now that I am thinking about it you might be trying to exceed the firmware max speeds so you might have to slow down considerably to see results. The max speed is either 30 or 50mm/s. You can check on the skrpro’s screen. You can increase the max speed but make sure you understand how your machine cuts first.