After getting my side plates built I discovered that my 3D printed Xz main pieces were no where close to fitting. They are as much as 1.5mm too long.
I then realized that I didn’t calibrate my printer before printing ALL my pieces and that everything is off size. I realize that reprinting everything is where I need to end up, but short of that would it be possible to scale my flat parts for a quick fix?
It seems like if I can locate the tubes to whatever the centers need to be given the existing 3D parts by remaking the flat parts it might be a faster path to a working machine.
I will reprint the 3D parts and build the machine to spec eventually but I feel like the printer calibration and reprint will set me back most of a month.
Does this seem like a workable stopgap or is it a path of never ending frustration?
you really need to run the test prints and calibrate. it shouldn’t set you that far back, no further than trying to figure out how to rescale the parts. when you get to the larger parts like the trucks and the core, it can very well throw all kinds of things off & waste even more time & material. I know you’re probably excited & want to get going but this is something not to shortcut… Good luck and I’m hoping someone here can help assist further. which printer do you have?
I hate to burst your bubble, but probably not. There are so many connected dimensions and things like screws, nuts, tubes, and motors can’t be scaled. People have tried scaling the designs for different tube sizes and AFAIK, it never worked out without basically redesigning everything.
Ok, The word is to tune up the printer and reprint all the pieces.
Today I switched the nozzel from a .5mm to a new .4mm, put in brand new filament, and implemented the specs from this thread on ultimaker for engineering prints. I am using Cura 4.2.1.
I leveled the bed and printed a 20x20x20 test cube. The X & Y were both around .2mm oversize and the Z was right on. Close enough i figured.
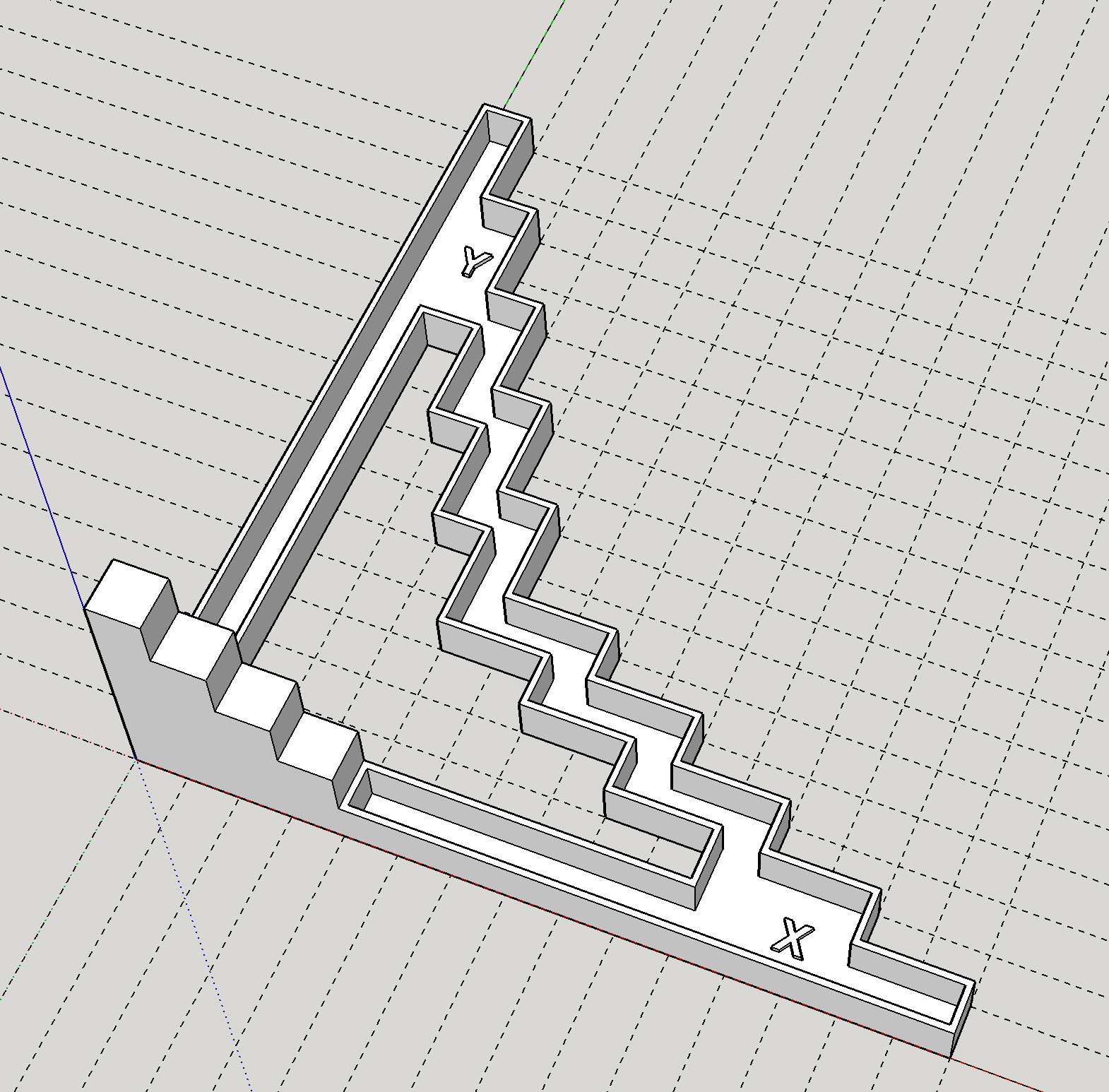
I then printed a 20 x 50 x 10 block and things started to show the error again.
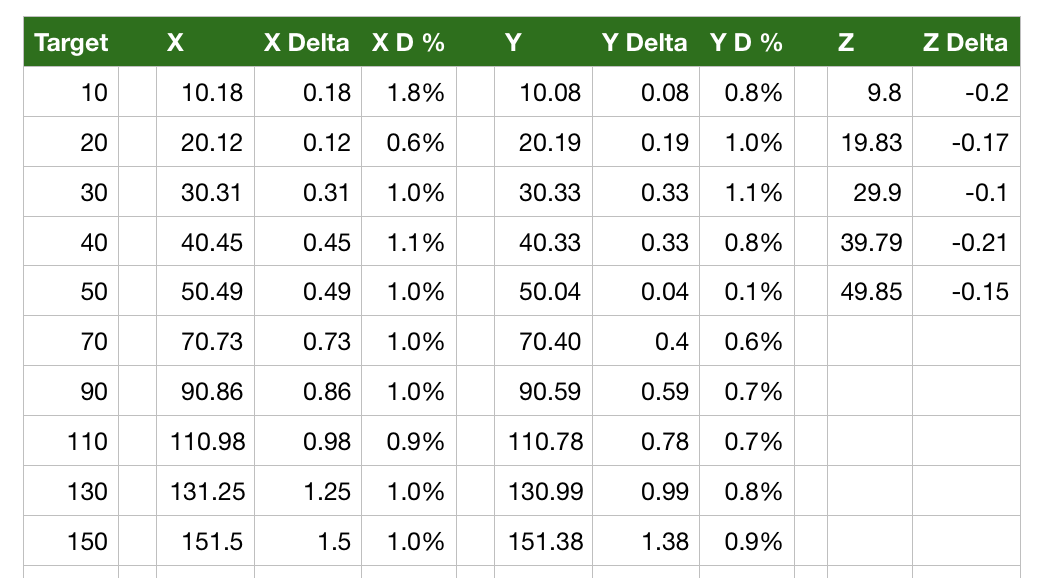
Finally I made a new calibration object, printed it out and carefully measured it in all its dimensions.
What it looks like to me is that my X and Y are both off by about 1% and my Z is consistently about .2mm undersize.
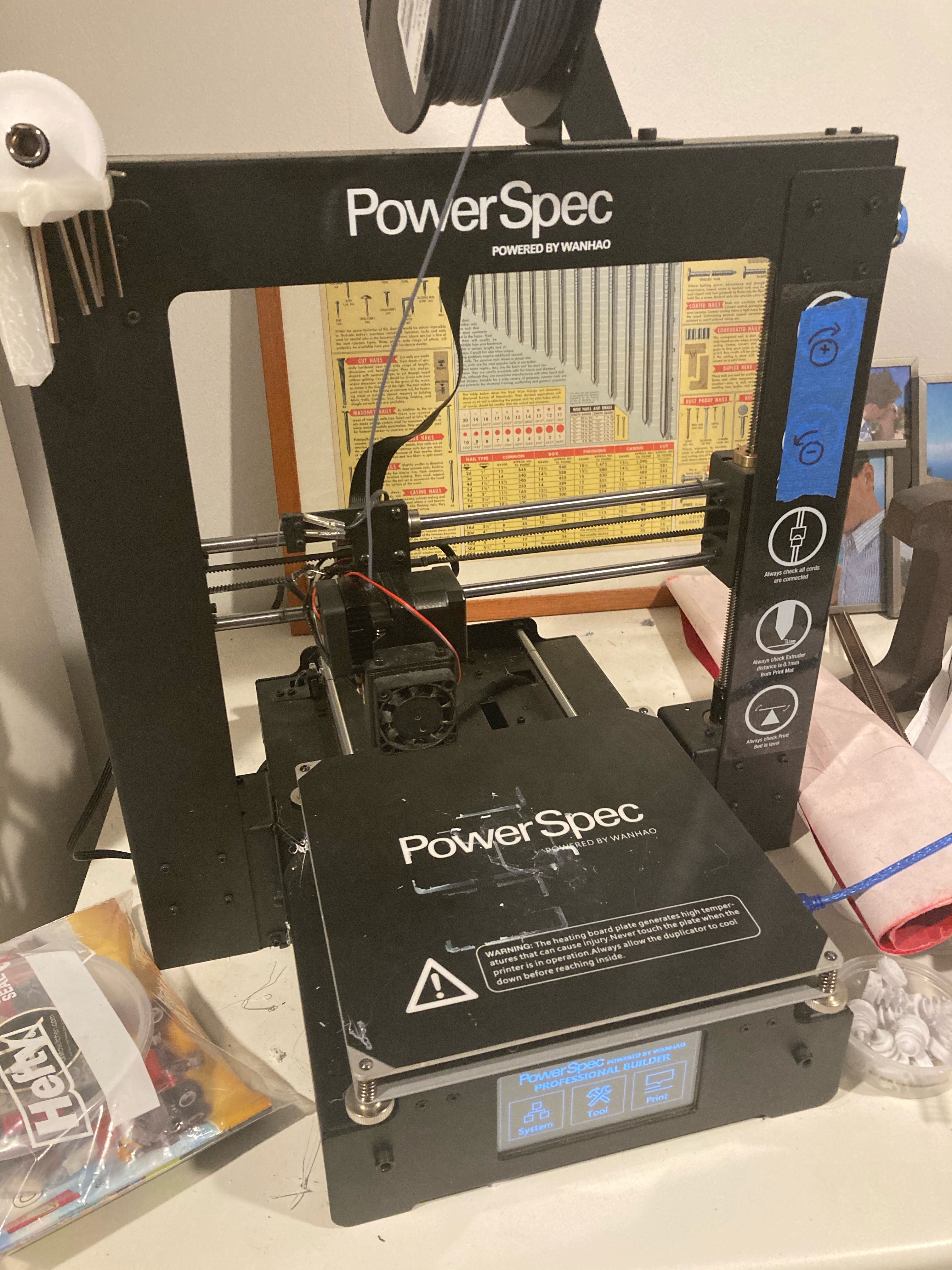
What is the best way to approach fixing this issue? I could scale the X and Y in my slicer and figure that the Z is close enough but I would rather have a better automatic fix. I am using a PowerSpec I3 Plus and have not tweaked it at all. Its still on factory firmware.
I’d lookup your printer online and verify those M code settings. Make sure max feedrates and accelerations aren’t too high but my best guess is adjusting the steps per unit & printing the smaller test cubes until it’s as close as possible, then verify with the big test you ran.
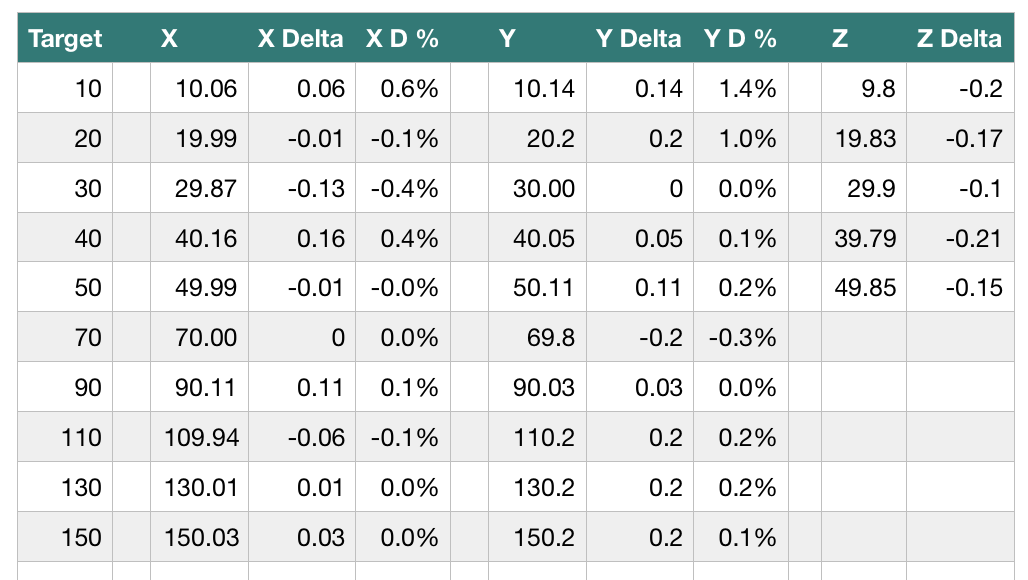
That puts the X at about 0.1% big and the Y at 0.3% large. I am really happy with this result. I’ll probably tweak the Y once more and see If i can get it closer and then use the M92 to update the printer.
This seems to indicate that all my parts that i’ve previously printed are 1% too big and I probably only need to reprint the biggest pieces. I assume that a model that is only 30 x 50 x 56 like the XZ side being 1% big wont have much of an effect on the final outcome as long as it can still clamp down on the tube.
It looks like someone adjusted the X, Y, and Z steps a bit and might have been too aggressive. The X and Y should theoretically be 80, but a little belt stretch means they could be a tad higher.
M92 X80.2 Y80.2
M500
I would change that instead of scaling in the slicer.