Looking for suggestions on settings/tools for 3d parallel tool paths.
Here’s what I was cutting, face and adaptive clearing were 1/8 flat endmill. .5 mm stock left, parallel was a 2mm ball mill, 1mm stepover, with perpindicular pass:
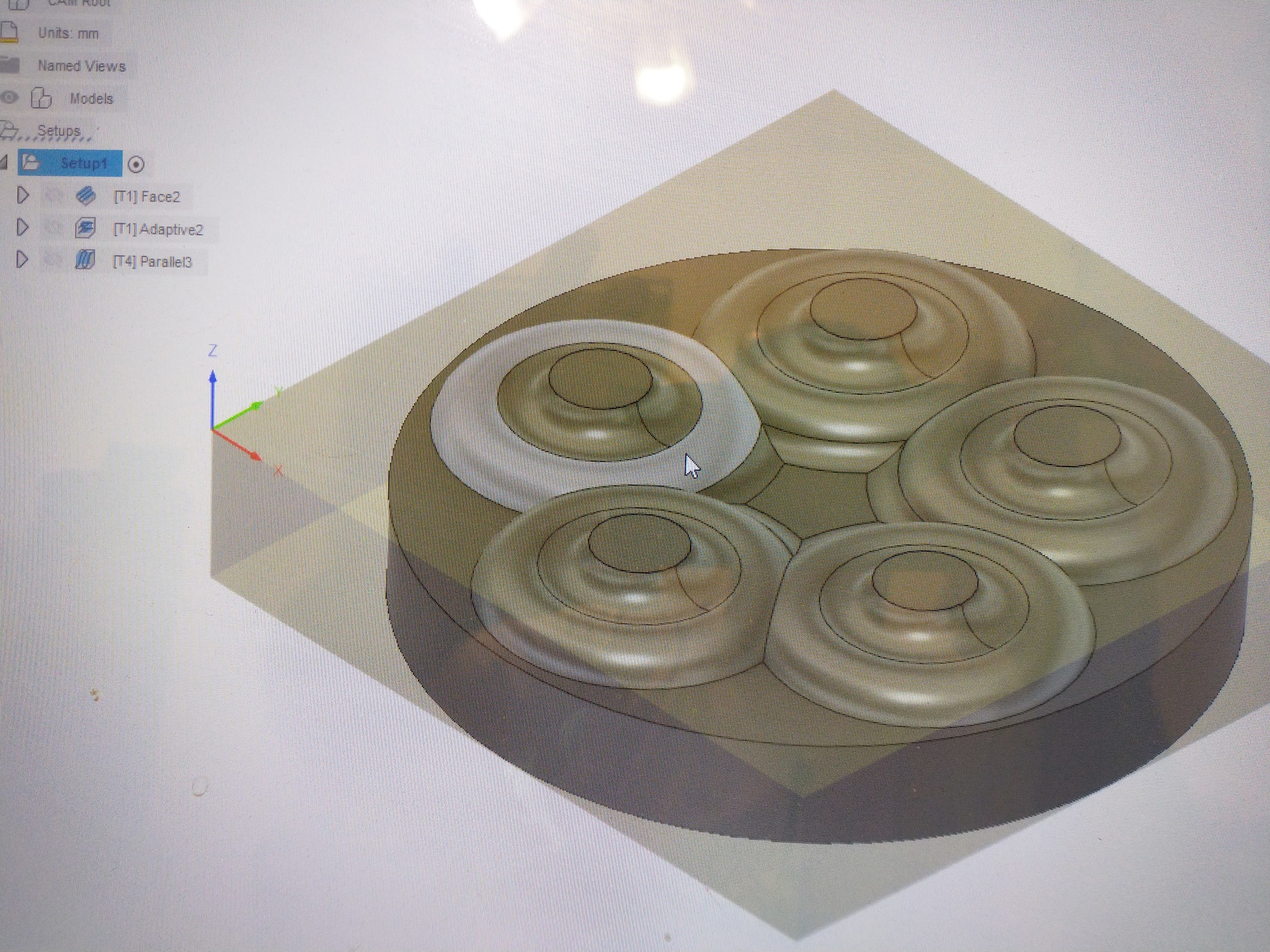
Here’s result I got, pretty good, wondering how good it can get though:
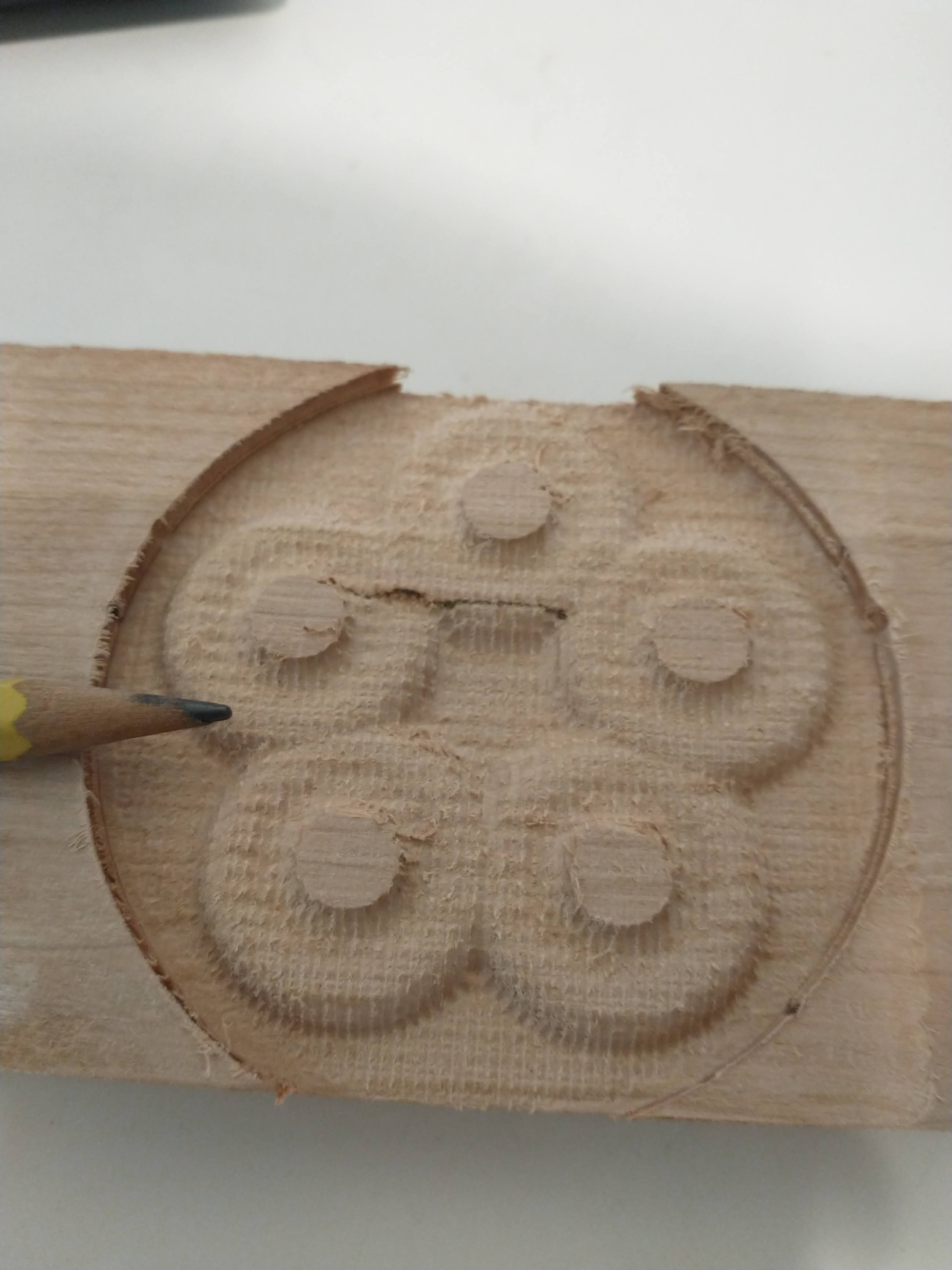
Thinking of trying again w/ an engraving bit for the parallel toolpath and/or trying w/ a smaller stepover and/or a slower feed rate? You can easily feel the ridges in both directions, not sure what to expect really, the top of the small cylinders are 8.5mm in cad and they are < .1 of that. Wood is cherry btw.
Thoughts?