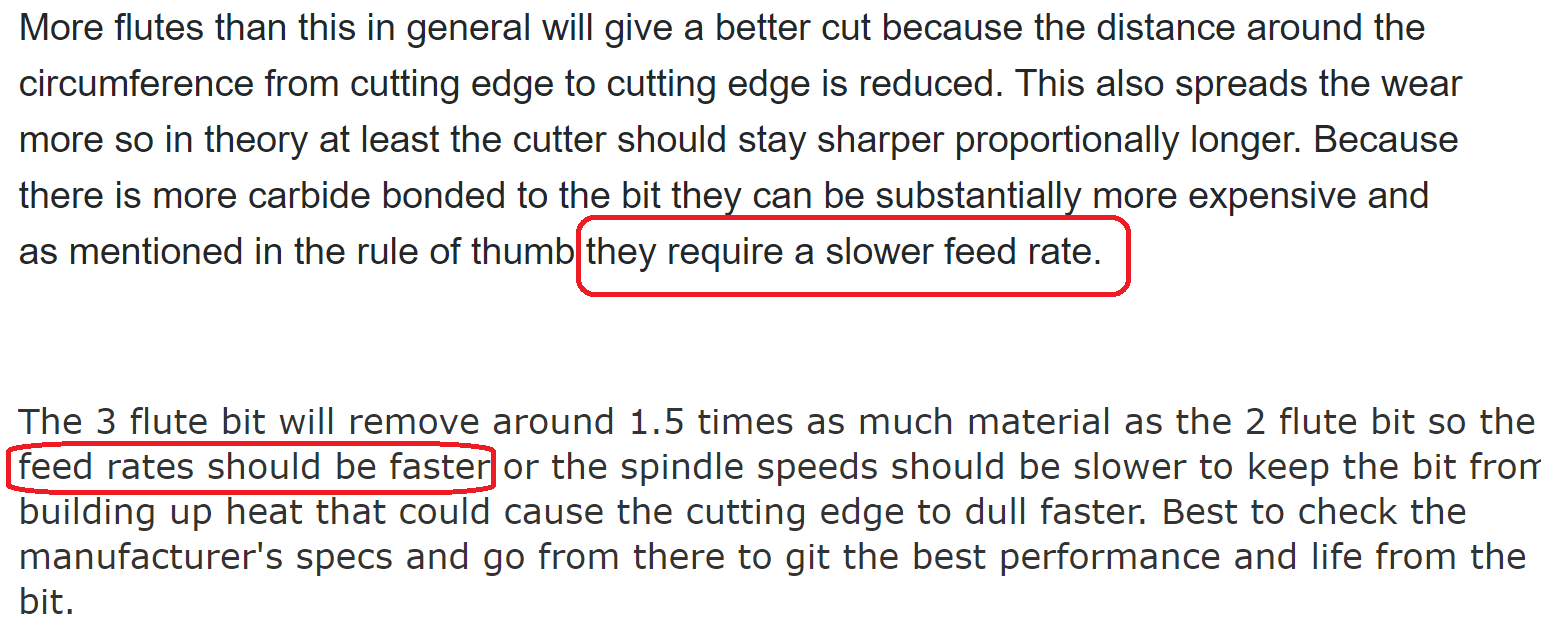
OK - I’m confused. Here is a composite screenshot made from two different cnc forums. Which one is correct with regards feed rates and number of flutes? They can’t both be right.
The second quote is closer to correct but the bit does not magically remove more material at the same feed rate.
The key quantity is feed per tooth. More teeth at the same feed rate is less feed per tooth, resulting in smaller bites, but a greater number of them.
Generally there is a range of ideal feed-per-tooth values because very fine cuts produce more heat for a given quantity of material removed. Too coarse cuts can overload the tool or spindle. With routers that run at approx 20k rpm the feed per tooth is on the low end of the spectrum so fewer teeth and higher feedrates are good for larger chips and less heat. But high feed rates require more spindle power and machine stiffness so we usually use single flute cutters.
I think that the many flute bits are meant for machines that cam move faster, with a slower bit. So one of those really powerful routers with a 6k rpm max, on a super rigid CNC that can move as fast as it wants. Adding another flute is like gearing up the spindle. It effectively adds rpm to the spindle, since each flute is biting less of the material.
So faster movements and/or slower rpms. But why not save your money and buy smaller flute bits?
Hi guys,
Jeff, by smaller flute bits do you mean “fewer” flutes? I have a single flute 3.175 straight cut bit. Would this be suitable for my 1.5mm ply? And for the 3mm ply also?
Yes. I mean fewer flutes. I don’t see any reason the thin ply would give you any trouble with a single flute bit. You will be able to do full depth passes no problem. There is an upper bound on mm/s though because the steppers are stronger at lower speed. Not sure where it will be a problem though. Because 1.5mm ply is no big deal.