Hey @DougJoseph, thanks for creating and sharing your plexiglass experience.
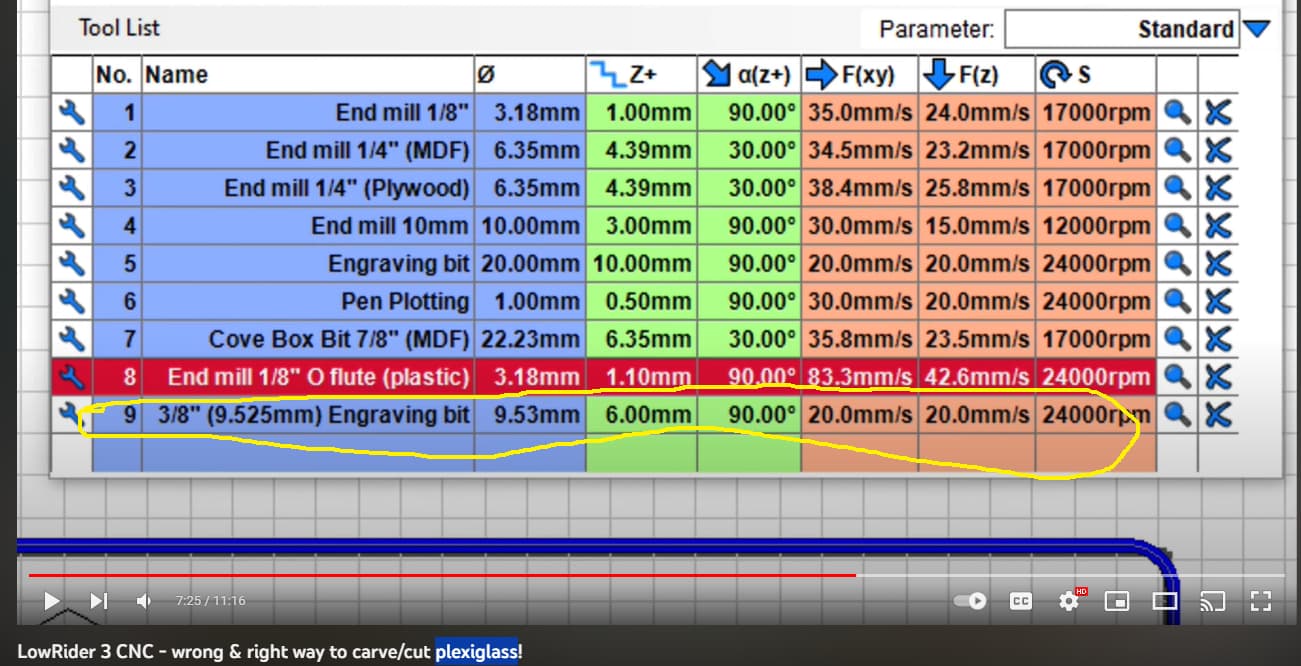
Did the 3/8" Engraving Bit settings below, with IPA cooling, work for your machine setup? Am trying to figure out decent settings for straight cuts with V-Bit that doesn’t require Trochoidal settings ideally (it’s so slow). Do you use Trochoidal stepover for this profile?
Have been getting good results with 1/8" downcut bits, but not so good results with 1/4" 90 degree V-Bit. My LR3 lifts off the left Y bearings and right Y rail if feedrate is too fast ( 20mm/s).
Thoughts IPA on Acrylic causing small cracks?
Have been using a Vac, but will try something else if I see heat build up (e.g. compressed air, water mist?).