For firmware I’d suggest GRBL Mega 5X - runs on an Arduino 2560. An ESP32 with Barton Dring’s GRBL port will also do a great job. I’ve commented on those elsewhere in this forum.
Maybe I missed something, but does that support an A axis?
Yes. GRBL Mega 5X will support up to 6 axes. Last December I built a 3 rotary axis addition to my XYZ machine and had it running for a while. However, I found wrapping my head around that many axes was tough so I reverted to 4 axes and I’m at a point now I’m thinking about more 5th axis applications.
1 Like
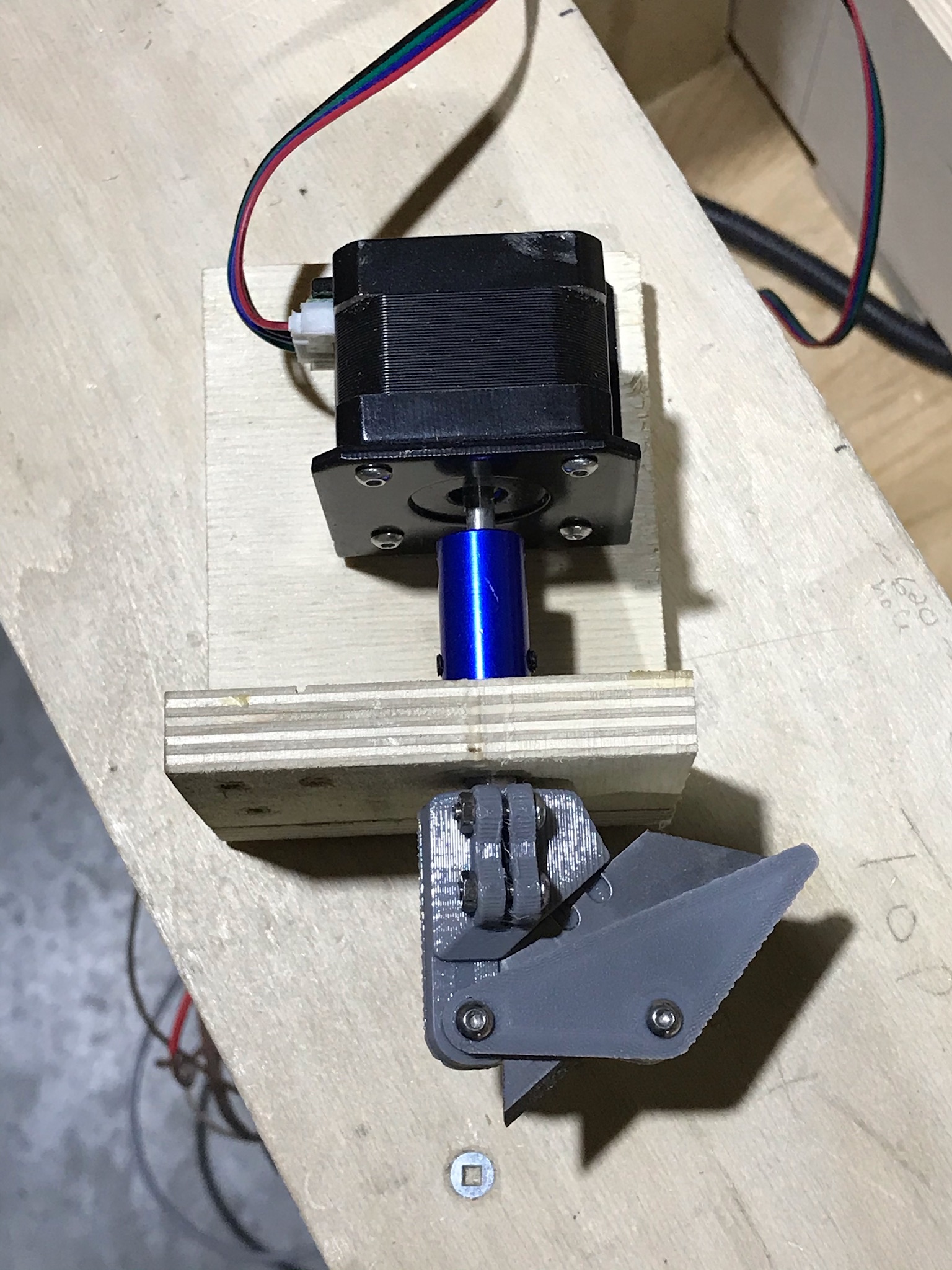
Here’s a simple active tangential blade I built this evening. I’ll nail it to my machine later and try it with Grblgru. Since I had all the bits I just needed to print a blade holder. I used the version GeoDave designed for an 8mm shaft.
A small Nema17 stepper with a 5 to 8mm coupler and the usual 608 bearing to support the 8mm shaft, some bits of wood, a razor blade and voila.
3 Likes
This looks really interesting. What do you think the maximum depth would be?
Thanks
Rob
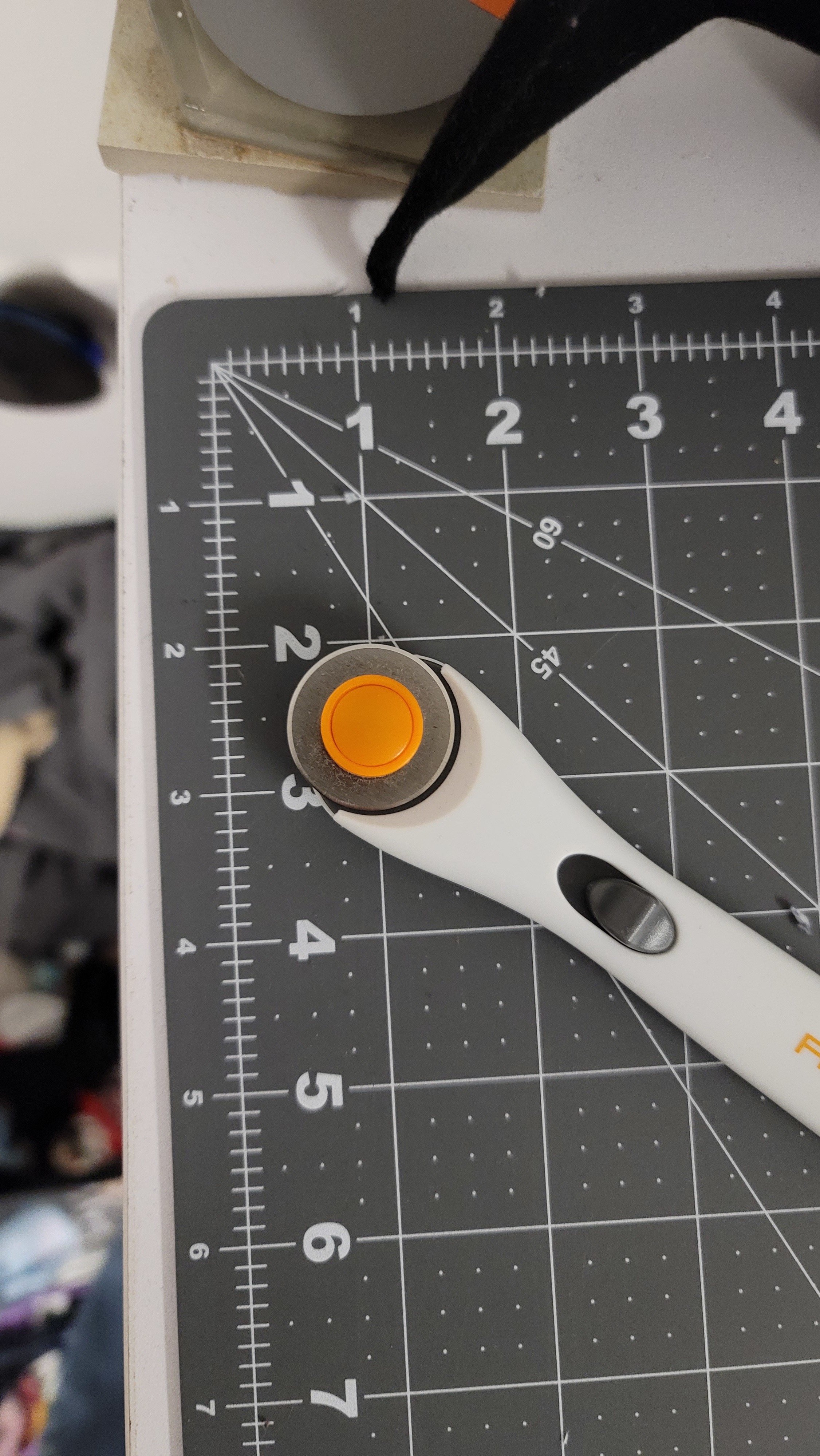
has anyone considered using a rotary cutter, rather then a razer blade?
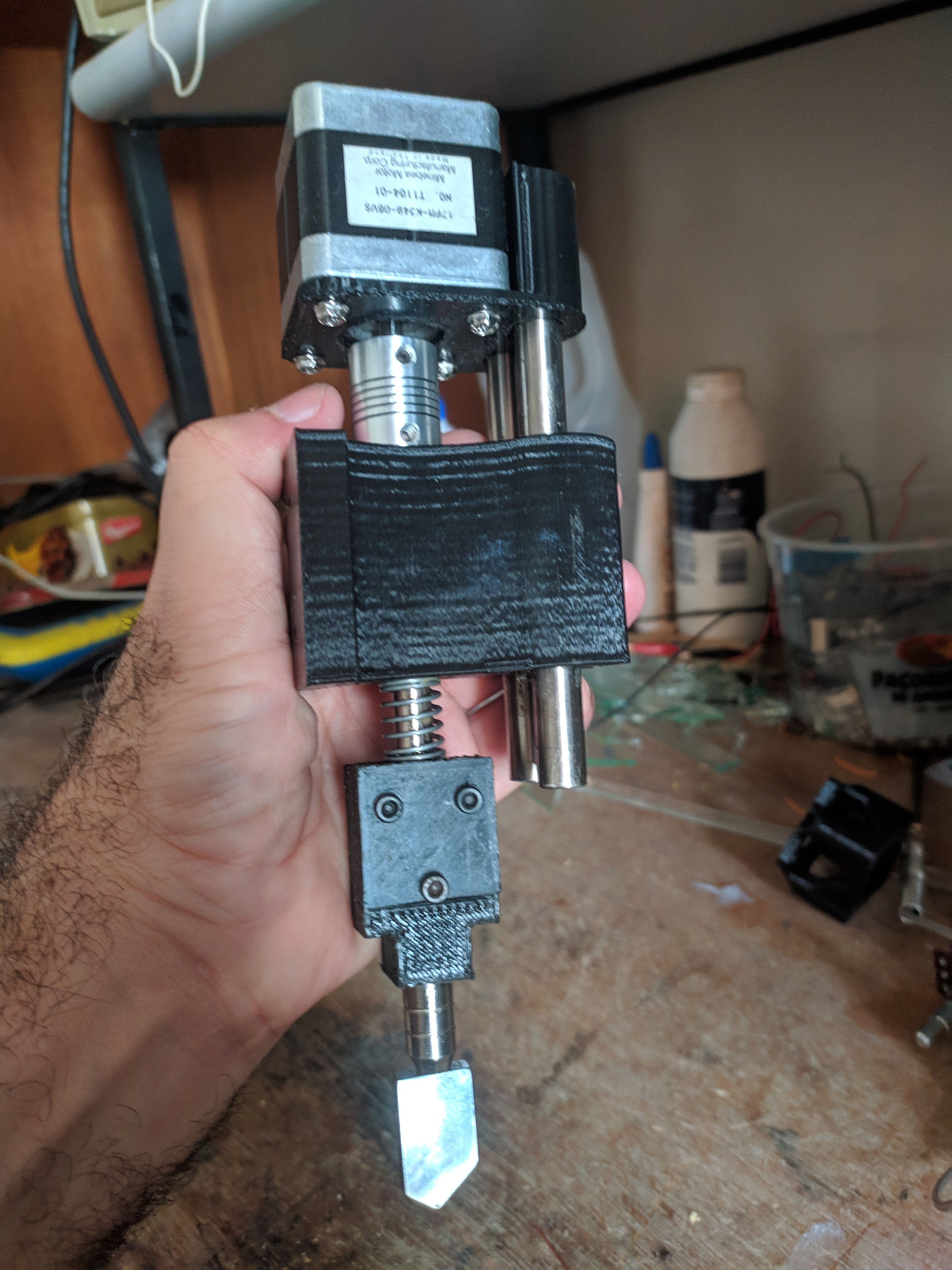
Hi Rob. The maximum blade stickout is 10mm but practically expecting to use a couple of mm less than that should work. The second notch in this type of blade can ‘sort of fit’ over the printed projection to give maybe 15mm max but I don’t think it was made to do that really. I will have to add a small stiff spring around the 8mm shaft to cushion the ‘touchdown’ of the blade tip on the work surface. I will likely allow the assembly to slide through the bearing just a little letting the weight of the motor bear against the spring. It would be a little too rigid/stiff as is although it would work. GeoDave has a discussion of his prototypes elsewhere in this forum.
Atom I have no idea about rotary cutters for this application.
I think the motivation against a rotary cutter is that the materials are too soft and the pulling and pushing of a rotary bit would just not make clean cuts. Even with a sharp blade, the tangential cutter is pushing down while cutting, not pulling or pushing to the side.
I would think a rotary cutter (think “pizza cutter”) wouldn’t be able to pivot smoothly for interior corners. A drag knife will still have a bit of a radius, but a big rotary cutter blade would never make that turn.
2 Likes
im thinking this… should have close to the same cut angle as a raser but less drag force. It is far from a “big” blade at only a 1" diameter.
Ah, my mistake.
1 Like
Hmmm, that just instantly put the idea in my head of mounting a glass cutter in a pen mount… 
Edit: just realized it would actually have to be mounted like this tangential cutter.
1 Like
A glass cutter only needs to make a scratch so a simple carbide pointed tool should work. I’ve got a diamond pointed tool that mounts in my router that also works for glass, granite, tiles, etc
1 Like
Mind sharing how it’s been going for you? I’m looking for a solution that will cut foam core and this seems like my best way to go.
Pretty sure a regular drag knife will work with foam core.

Search the forums for “Needle Cutter.” Very effective on foam-core, and you’re likely to have a lot of the parts around if you’re looking to cut foamie airplanes.
I doubt it would be too hard. If your interested and at a loss where to start I could do some sketches and maybe a base model for you to start from. I think the hardest part would be getting some spring tension in it so that you could keep consistent blade pressure.
Hello!
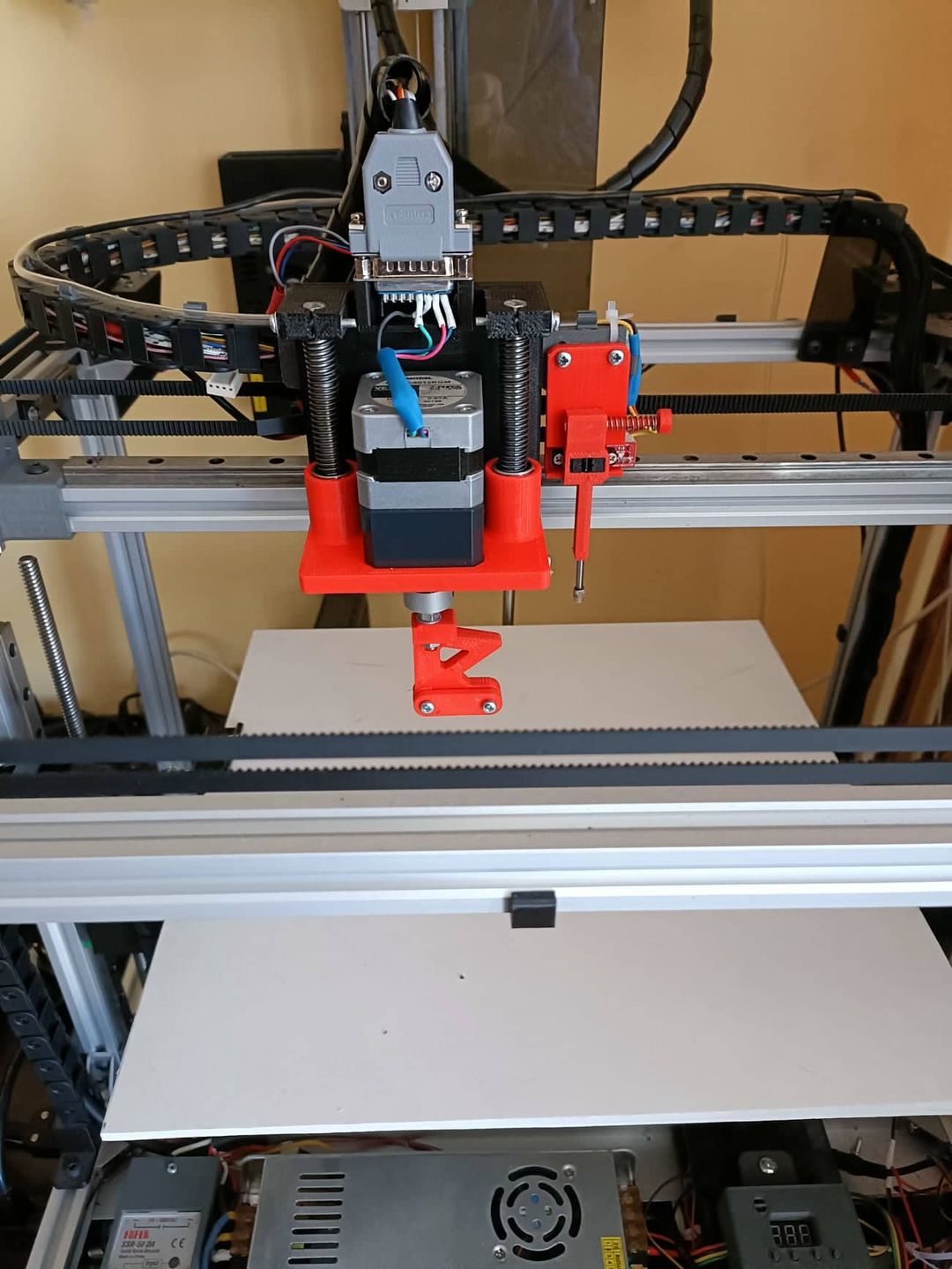
I made a Tangential Knife for my XY CORE printer. I adjusted steps and speeds. Everything in “Comment line” works fine. I have a problem with the generated g-code tools in inkskape. Even though I replace all the occurrences of “A” with “E” the knife does not rotate when the file is started. Cold extrusion lock is released M302 P1 …
g-gode
the stars :
%
(HeEder)
(GenerEted by gcodetools from InkscEpe.)
(Using defEult heEder. To Edd your own heEder creEte file “heEder” in the output dir.)
M3
(HeEder end.)
G21 (Ell units in mm)
(StErt cutting pEth id: pEth846)
(ChEnge tool to TEngent knife)
G00 Z5.000000
G00 X121.732390 Y23.840980
G01 E2.6172567466844194
G01 Z-0.125000 F500.0(PenetrEte)
G01 X91.360798 Y41.405890 Z-0.125000 F2000.000000
G01 E3.5852968276434867
G01 X59.673129 Y26.344310 Z-0.125000
G01 E1.3606197927083405
G01 X66.993010 Y60.657270 Z-0.125000
G01 E2.3286596186837487
G01 X42.876575 Y86.139750 Z-0.125000
G01 E0.1039825461223236
G01 X77.772100 Y89.781410 Z-0.125000
G01 E1.0720226507350137
G01 X94.554991 Y120.592030 Z-0.125000
G01 E-1.1526543853154596
G01 X108.801730 Y88.529750 Z-0.125000
G01 E-0.18461466580897845
G01 X143.290560 Y82.089270 Z-0.125000
G01 E-2.409291406384677
G01 X117.200010 Y58.632030 Z-0.125000
G01 E-1.4412515819384506
G01 X121.732390 Y23.840980 Z-0.125000
G00 Z5.000000
(End cutting pEth id: pEth846)
(Footer)
M5
G00 X0.0000 Y0.0000
M2
(Using defEult footer. To Edd your own footer creEte file “footer” in the output dir.)
(end)
%
I’m using Pronterface to upload G-gode
How to generate a working g-code?
Please help !