Looks like there may be something loose in the movement of your machine. Look for loose belts, or bearings not in contact with their rails, allowing the machine tool to move unexpectedly.
The cutter deflects outward slightly when cutting and when raising/lowering Z for the tabs it is stationary in X/Y so it settles to its non-deflected location slightly inward from the rest of the path.
A finishing pass helps a lot but it may still be slightly visible. Maybe vibration while stationary in X/Y causes it to cut a bit extra at the ends of the tabs.
Oh yeah, that’s a pain in the ass. I’ve tried several different things to avoid those marks. Try thicker finishing pass offset. Helps, but not perfect depends on material also. Lately, I’ve been setting cutout depths to 1mm less than the thickness of the material with no tabs. After job is done run razor knife around part then sand the little bit off. No marks. That’s just what works for me.
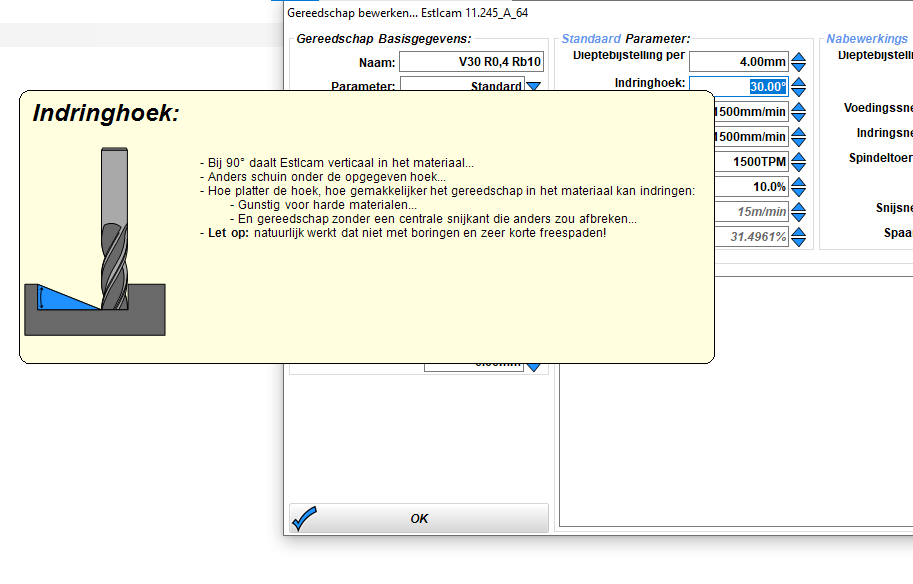
Most tools (drill bits excepted) suck at plunge cutting, they will flex and wander. Fritz’s suggestion will help, I’ve been happy with a 30 degree ramp setting for all my flat tools.
Also try shallower tabs. I never use full height tabs, even when cutting 3ply veneer (~1.5mm).
Thanks, have been avoiding finishing passes on these longer bits. So that is a good point. Just been running it slower. Good enough for what I want for the boat.
Even if you have a VFD and can slow your spindle way down, four flute tools are designed for metal cutting. Their blunter cutting edges (smaller rake and clearance angles) and shallower flutes don’t cut or eject wood as well as two flute wood cutting tools.