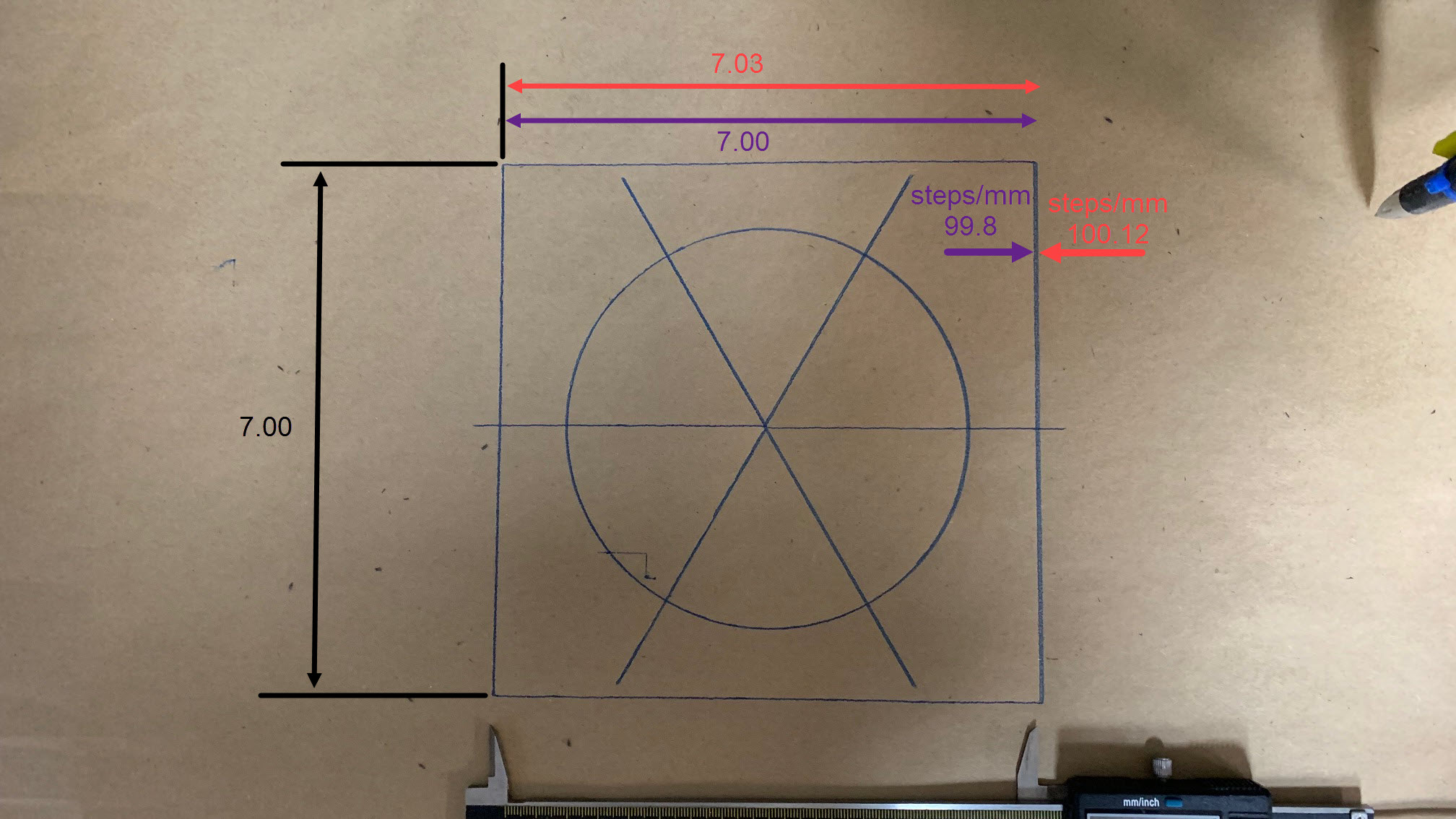
Before I flash my firmware with a new steps/mm value I am curious if there is anything mechanical that could account for a change over time? Way back (few years now) when I first built my Burly machine I verified accuracy and found I needed to increase the value for X slightly to get accurate output. Never went back and checked again since TBH. Recently I was trying to machine a two sided Delrin piece for first time and found out that it is no longer accurate in X and the value is off in the opposite direction so two sides didn’t line up. The FW default value is 100, my old value is 100.12, and the new value appears to be 98.8 set with LCD). So on a 7" square I am getting 7.03 X and 7.00 Y. With the change I get 7.0 on both X & Y again.
Thinking about what I have done to the machine over the years, could belt tension, or bearing pressure account for the change (I have had to adjust both over time)? Could the steppers themselves change over time (i.e. get tired? I have disable the idle time out so they will occasionally sit powered and holding position for hours or days while a job is paused or a set up is being done. Never notice over heating or anything).
FWIW, I am running a dual end stop set up with a RAMBO 1.4.