No, sorry it is on my short list of things to do ASAP.
Heffe’s solution to use the burly mount will work with the old pen mount.
No, sorry it is on my short list of things to do ASAP.
Heffe’s solution to use the burly mount will work with the old pen mount.
Cool deal! I’m about to go operational with my mpcnc and want to do the crown drawing.
She’s alive!!
Wating with bacon breath
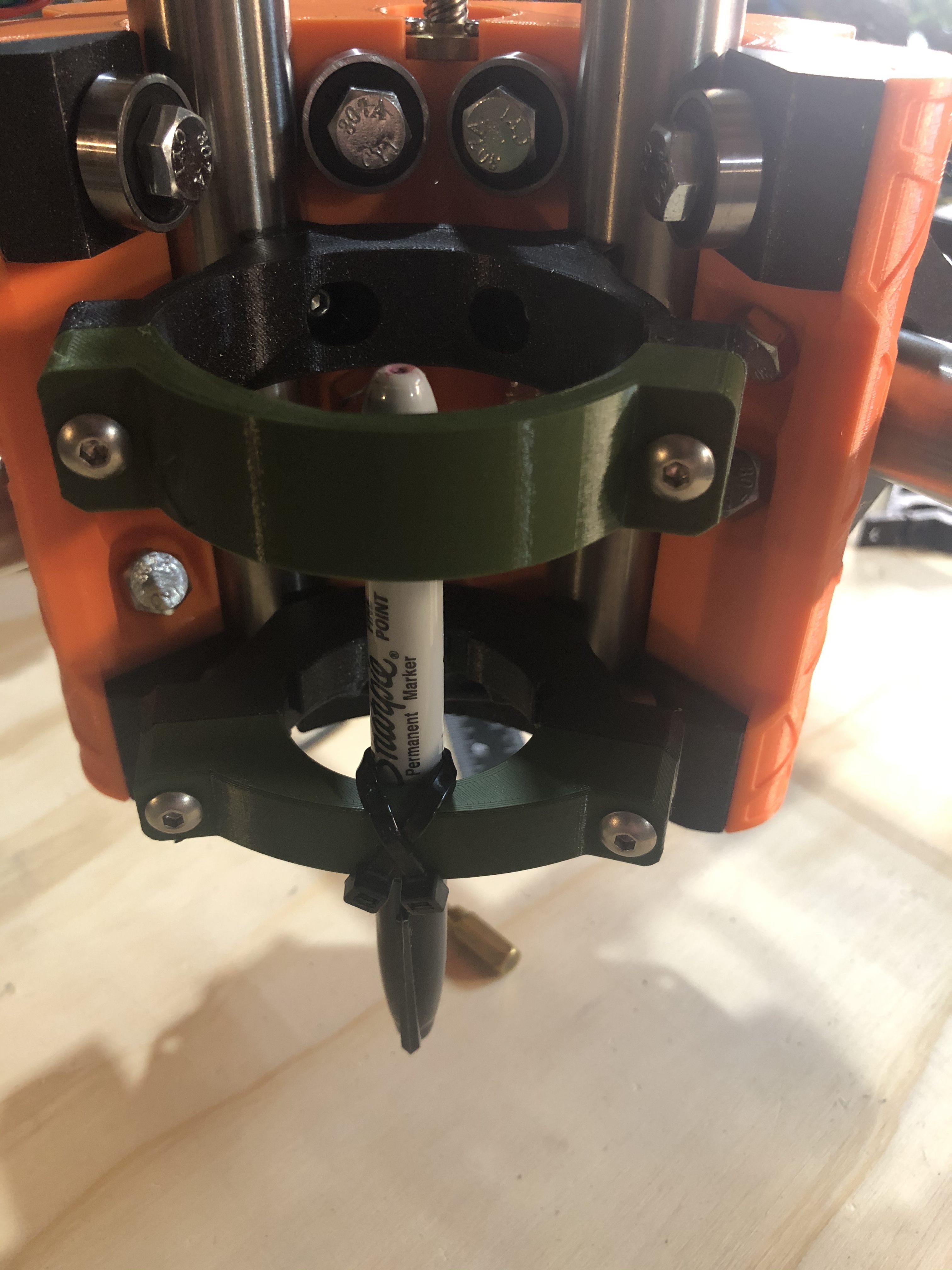
Man I just can’t decide on how to make the pen holder. I need to make one though. Sorry you had to resort to the brute force method!
its the delicate use of zip ties
The current drag knife holder works well with a pen as well. I like the spring built in. Can you do something like that?
Maybe the endstop clamp on style, but to just give you two spots to hold the pen mount, or a laser mount?
Ah totally fine! I’m going to test it tonight and see how it goes.
The moment of truth 
Here she is in action! The sharpie was a bit to close to the paper.
Finally got it dirty! Still learning Estlcam and repetier host. I’ll have some questions that I’ll post later. But here is a video showing my cuts.
Here is a photo of the final product. Well not really a product per say.
Yeah!
Ok so I’m using fusion 360 and when I output the gcode and run it in repetier the spindle never reaches my work surface. Is there some offset that I’m missing? I vaguely remember reading something about there being a 10mm offset to account for but I don’t remember.
Edit…
I answered my question. I need to download the post processor for fusion 360 instead of using the generic gcode.
Ok so I downloaded the post processor from github and placed it into the, what I believe is, correct folder for Fusion 360. I put all the .cps files and .js file into the folder. I opened Fusion 360 and clicked on generate gcode for my object and I was able to select the following:
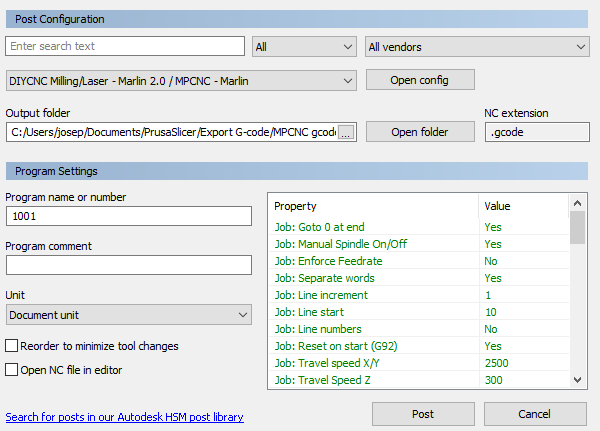
There were a few other DIYCNC config’s to choose from but I figured this one was the appropriate one. Moving on, I didn’t touch any of the green text that you see in the image. I selected my output path and clicked on Post.
I then opened Repetier Host and loaded the aforementioned gcode file. I get nothing. Nothing shows up in Repetier Host. I have no idea what I’m doing wrong.
Thoughts?
Show travel moves, a setting in repetier host.
We can look at the gcode if you post it. Not getting to the work surface is most commonly having the origin set differently in fusion then you set it on the machine. Like if you set the origin at the bottom of the model, then zero the spindle from the top of the workpiece.
I’ve also seen the z bind up or get locked by the plastic spacers, but not often. It gets missed because with the spindle on, you can’t hear the stepper missing steps.