I did some trial cuts over the weekend on a piece of 18 mm pine plywood to dial in the feed rate and DOC. The best I could get with a 2 flute 1/8" upcut carbide endmill is 4.5 mm DOC @ 420 mm/min. Beyond this, the machine starts skipping steps. I have a feeling, I should be able to extract more performance from my LR2. My benchmark is the actual performance I get from my MPCNC and the theoretical calculations from this website.
If I were to throw money at this problem, what would be the best bang for the buck or in case there are multiple areas, what should be the priority in which I should address them? And yes, I have checked my pulleys  … twice. Also, there is no binding on any of the axes and the belts are 10 mm and I have not tightened them like a guitar string to avoid putting excessive load on the motors. I have also removed the vacuum hose to eliminate that source of resistance.
… twice. Also, there is no binding on any of the axes and the belts are 10 mm and I have not tightened them like a guitar string to avoid putting excessive load on the motors. I have also removed the vacuum hose to eliminate that source of resistance.
Here is a list I could come up with:
-
Drivers: The LR2 currently has a mix of DRV8825 and A4988 drivers (whatever I could find in my stash). The X-axis (along rails) has a single stepper powered by DRV8825 set at 2A. The Y axis (along the table length) and Z axis have 2 steppers each (as per the design) and are powered by A4988 set at 2A. The few times I encountered missed steps, I would bring the machine to X0, Y0 to see which axis is the problem. Almost all the time, it was the X-axis. One option is to increase the driver current. The motor was not too hot to touch. So, I think I may have some room there. Ofcourse, the other option is to just get a better driver in which case, are there any recommendations?
-
Power adaptor: The adaptor can supply a maximum of 3A at 12V. When I was testing the machine without any load, I saw the maximum current was between 2A and 3A. I can hook up the current meter while the machine is actually cutting and see the current spikes. Unless, any of you think that, regardless of what I see on the meter, I need to get an adaptor with a high output current. I believe, Ryan recommends 6A.
-
Stepper motors: The machine is using Nema 17 59Ncm (84oz.in) motors. Should I get a bigger one or has someone seen miracles using a specific make?
-
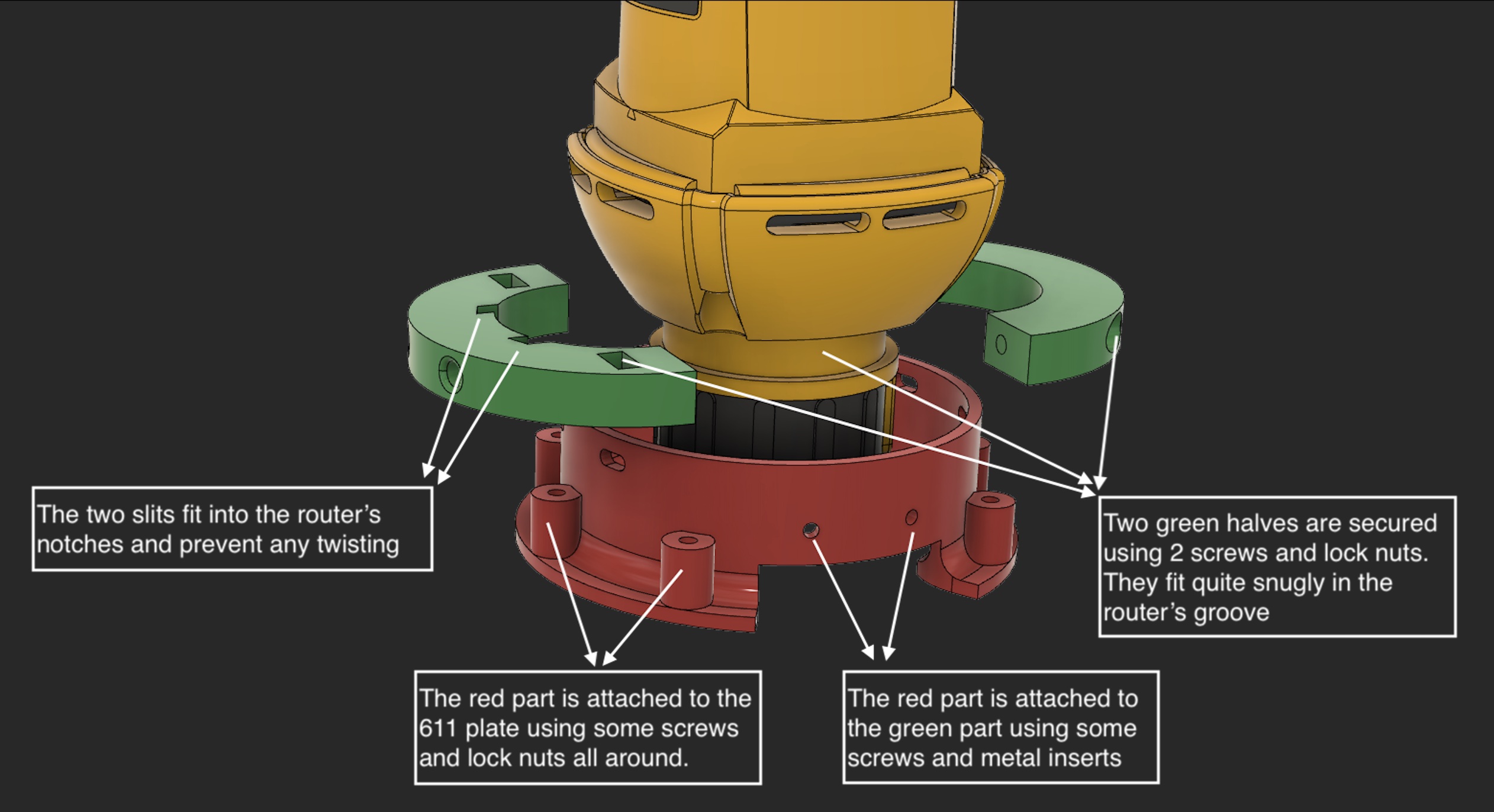
Router: I borrowed DW660 from my MPCNC and 3D printed an adaptor to use it on the LR2. Could this be the bottleneck? Should I spend money and get the real router? DWP611?
-
Endmill: The router uses not too expensive CNC endmill. Is this what going to get me the maximum boost for the price? Again, any recommendations?
-
LR2 Size: The X-axis is about 4’6" and the Y-axis is about 8’. I am not sure how much of a role does the size and therefore, the rigidity plays in performance. I cannot shorten the X-axis but I can try to shorten the Y-axis if ppl think it might help.