I have most of the parts printed from glass fiber reinforced PA-6 nylon from Polymaker. The parts feel good and seem like they should have the heat tolerance I’m looking for.
But I haven’t yet been able to print an acceptable core, which has prevented me from really switching everything out on a fully armed and operational LR3.
I’m planning to beef up my printer to something fully enclosed, but it will put the PA-6 GF project on hold for a bit.
EDIT: I do see your cross post about PETG. My existing parts for the beam and core are PETG-CF. I would absolutely look at something else now. None of the nut traps work well, which is just a chronic source of frustration I’ve fixed in most locations with CA glue. I carelessly knocked it off a bucket while I was making some changes to the table. The core cracked, so I had to reprint it. Ended up feeling like there were better options, but they really require a printer with a full enclosure. Most of the guys here have much more knowledge and experience than I have.
Seriously? I don’t have anything to add on the filament conversation, but if your garage is regularly above 60°c you should consider investing in some insulation at least.
Printing the more exotic engineering materials is a challenging undertaking.
I bet we see a migration of Ryan’s V5 printer farm into a configuration that supports these exotic materials as I do believe there’s a demand from the community for the occasional “Pemium” part. Even if the only ‘true’ benefit is getting a “V1 Premium” parts sticker in the deal.
Mine is printed in PLA. It spent the entire summer in the Louisiana heat in my unconditioned garage last year, where the temperature was 100-110F all day for many weeks straight.
Obviously, it is impossible to withstand that to use the machine for many hours at a time in there, but it survived just fine without deforming while waiting for the weather to be normal again.
When I wanted to use it, I ran a shop AC and was able to get the temps down in the low 90s while in there.
My PLA held up fine.
Any warmer than that, and there’s no use having any tools out there at all, because I would never be able to step foot in there to use them lol
Petg in any form has some inbuilt flex to it, the cf will make it stronger/ harder but also brittle.
I built my last core with pla+, generic brand that I feel is good quality.
Note- this is after my first series of cores took 4 attempts, plus a brim added to stop lifting at a many hour build. Since then I have also modified my machine to dual z axis, and adjusted my specs in slicer, to compensate for holes and outside circumstances being slightly inaccurate.
Now everything I print is accurate, and my last core was perfect, brim and all, and less clearance on wheels makes it more stable on x rails.
Plus pla+ is stronger than regular pla, but it is not ASA, but that means my machine can still be colourful.
It hasn’t been my experience that this is true.
PLA+ is not more rigid than PLA in my usage so far. It’s noticably less rigid.
Just anecdotal results from one user.
Nylon is a fantastic material for certain use cases. There are elements of a cnc where it part is NOT under constant load, but needs the ultimate strength of nylon (while retaining the chem resistance that PC lacks), or for PA’s lubricity.
BUT all nylons suffer from very high creep, which will simply kill anything under constant load, whether that’s bolt torque or relaxing in other ways.
yep. PLA is nice and stiff, but it doesn’t take being in a car w/ direct sun to fail -
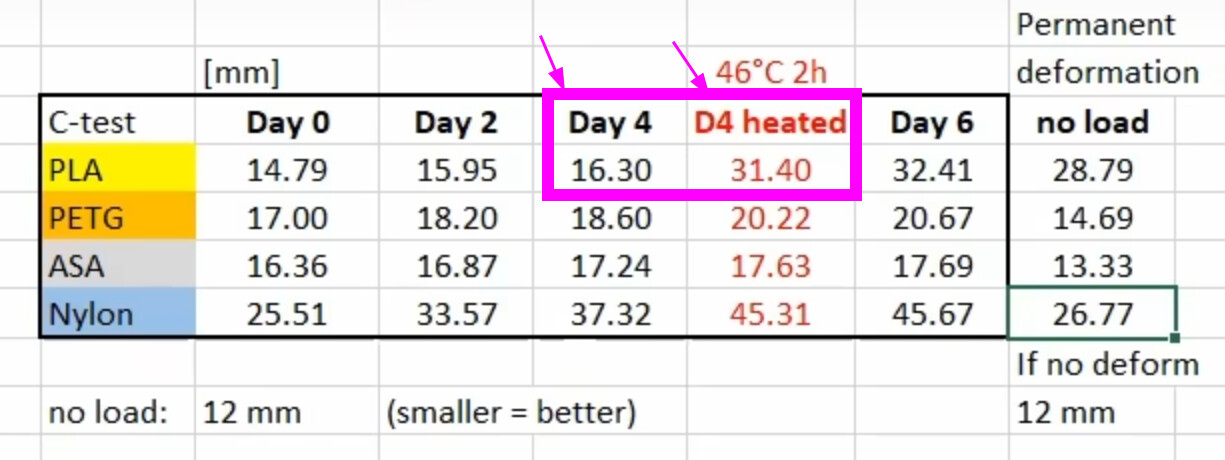
Due to it’s low melting point, well below the glass tras. temp it will start to suffer from massive creep issues anywhere where it’s continually loaded. For example, tested here: https://youtu.be/88pk2cNOeGE?si=fmXdsy_iSc6dRnEg&t=1688.
highlighted here is the PLA creep when exposed to 46 C for just 2 hours - whereas at lower temps it stabilized quickly, once the temp raised it saw essentially 100% plastic (permanent) deformation over a short time.
also note the nylon behavior - nylon simply has very high creep at any household temp - by the end of day0 in this test, it had already seen 100% elongation!
I don’t know what the loads are here, and that is obviously paramount for how much creep is seen - but loads have to be very low for the phenomena to be immaterial.