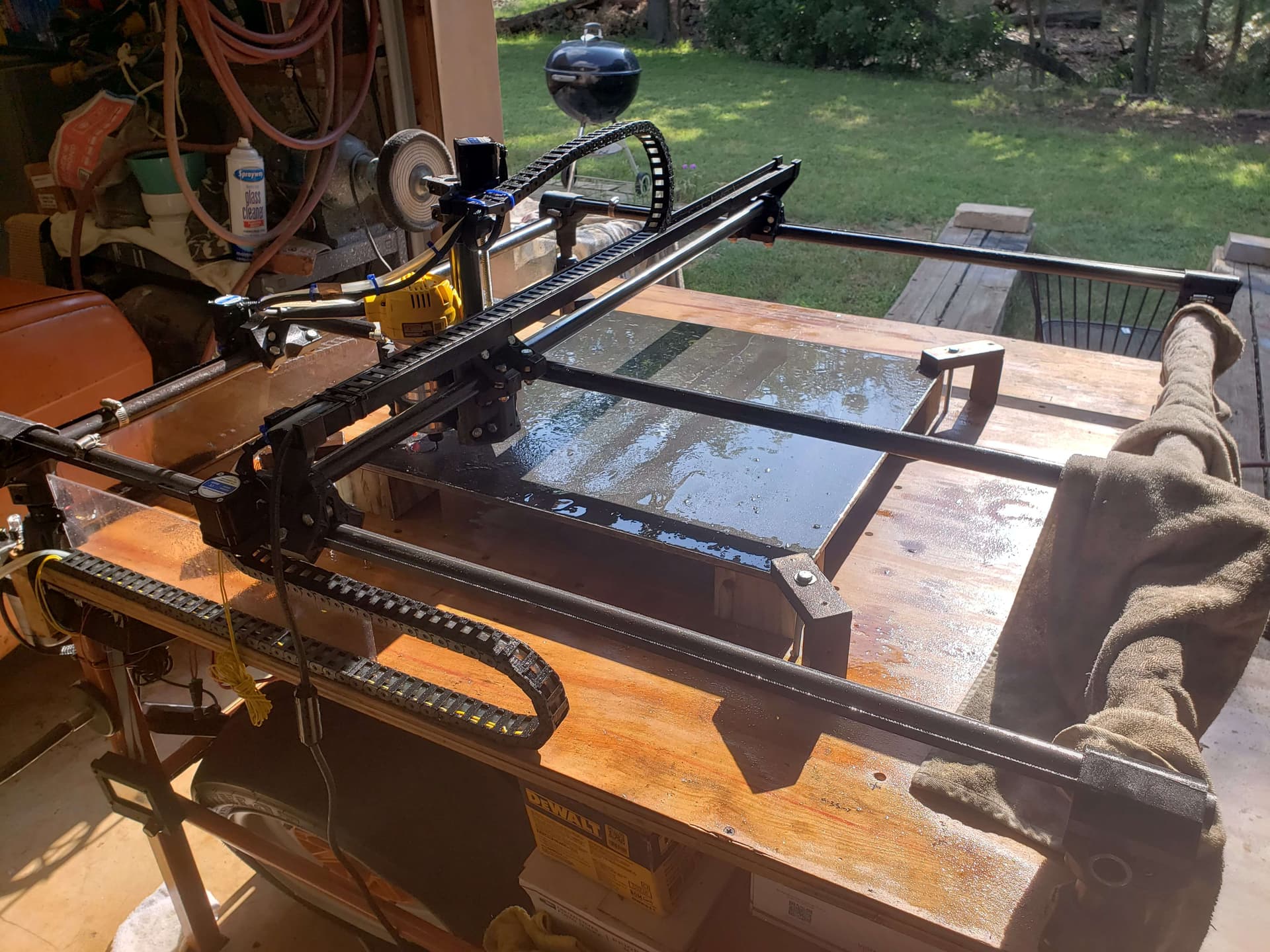
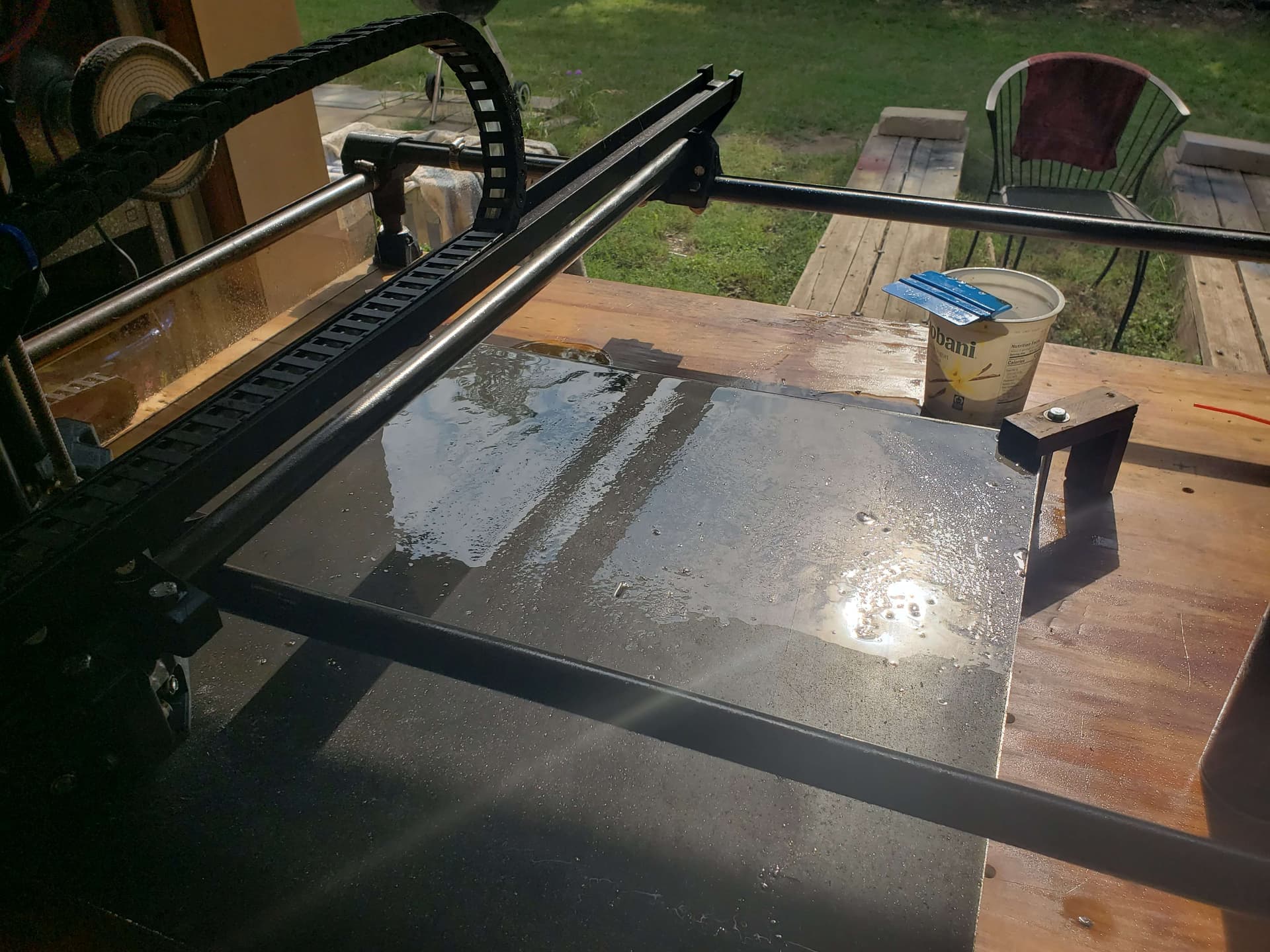
I currently am in the process of cutting steel with my MPCNC.
Seems to cut good, but I’ve needed to replace the Core a couple of times and need to figure out the wizardry of making the core stable. I’ve gotten it perfect before, but this new Core doesn’t seem to want to be stable.
Here’s an awesome reaction gif of what I want to fix, if you ever want to use it in your conversations, lol.
(the steppers are powered off in the gif, but it’s due to the bearings not being perfect rather than the belts)
I’ve done what the instructions say to do, but it still seems to have this result.
I do have torque wrenches, if there’s specific numbers that would work well.
The most helpful thing to do seems to be to remove the clamps and tighten the screws around the bearings first, then screw them back onto the core, so the opposite of what the instructions tell you to do.
For printing the core clamps, are there recommended infills, nozzle diameter, material or whatnot? They’re supposed to be flexible I presume, but I think I keep getting the formula wrong, as you can see
well - welcome to my incredibly professional MPCNC, built solely on cutting steel and nothin else (which most MPCNC’s never see action near that, not dissing on the community or anything)
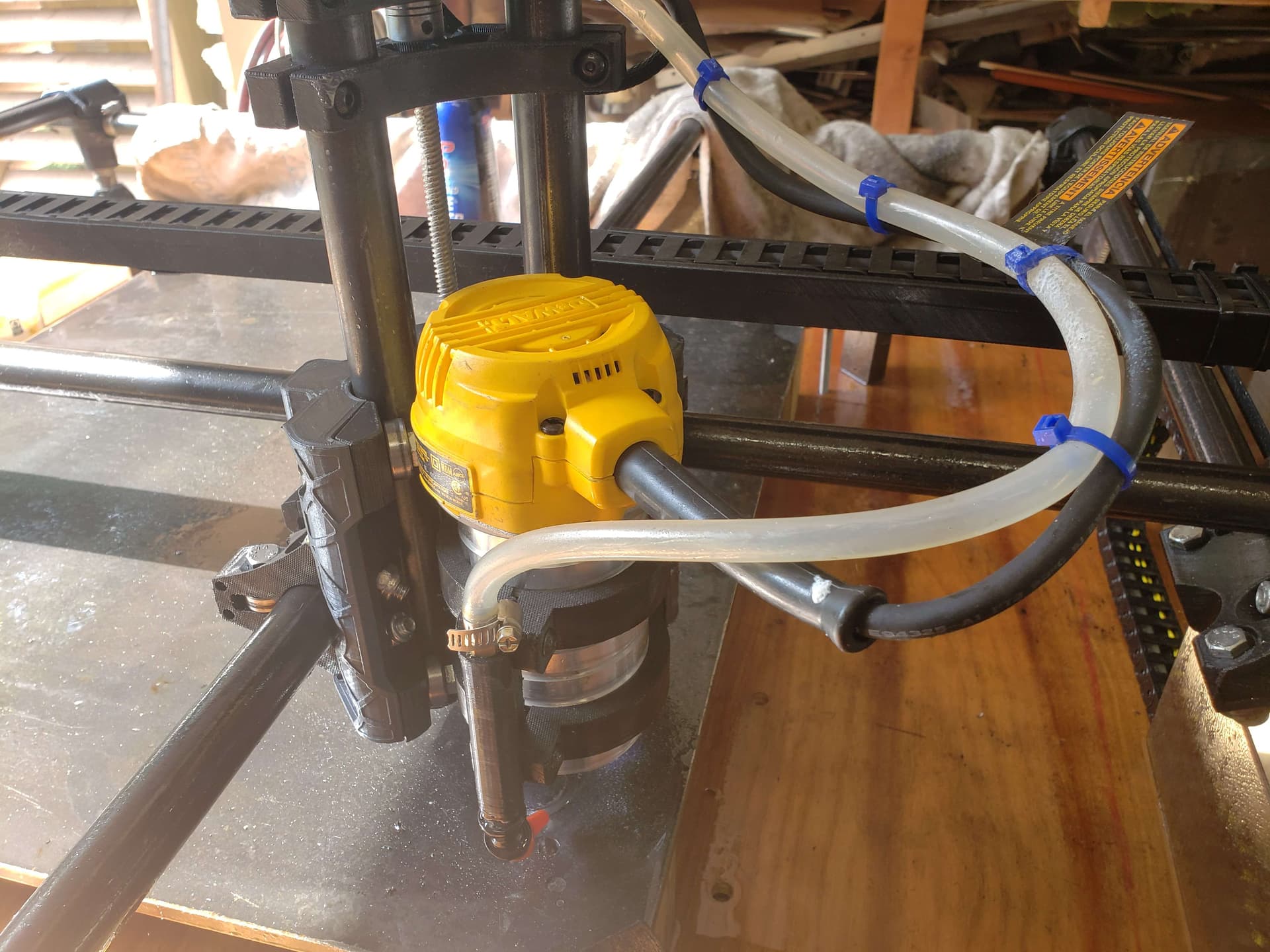
Impressive setup. Using 1/8" carbide single flute upcut or something else to defy physics cutting 3/8" (!!) steel plates with a MPCNC? Curious if you’re happy or considering plasma cutter?
bumped the table and the BTT board reset itself. shit.
Is there a way to edit the original gcode to skip to 8 hours into the print?
I would definitely love to not reset the progress, especially because im trying to minimize the amount of material im using.