
4 Likes
I really like the mix and match colors. Feels more unique that way.
2 Likes
Yeah I think I should call it scrappy bc it’s from just left overs and it’s old machine haha.
This was so well thought out Ryan you have really made a work of art. All the wire channels and the instructions are great. You and your team of master beta testers did great. Worked on it all day have all the wiring done just belts and the tube.
6 Likes
Thanks! I still feel there is a lot of work to do on the instructions. I am ever so slowly still making updates. I am at the beam assembly step and I know the calibration stuff is still more wordy that it needs to be. Tough balance to get all needed info out without adding ALL the info.
4 Likes
Well went to do the alignment and I had a couple issues.
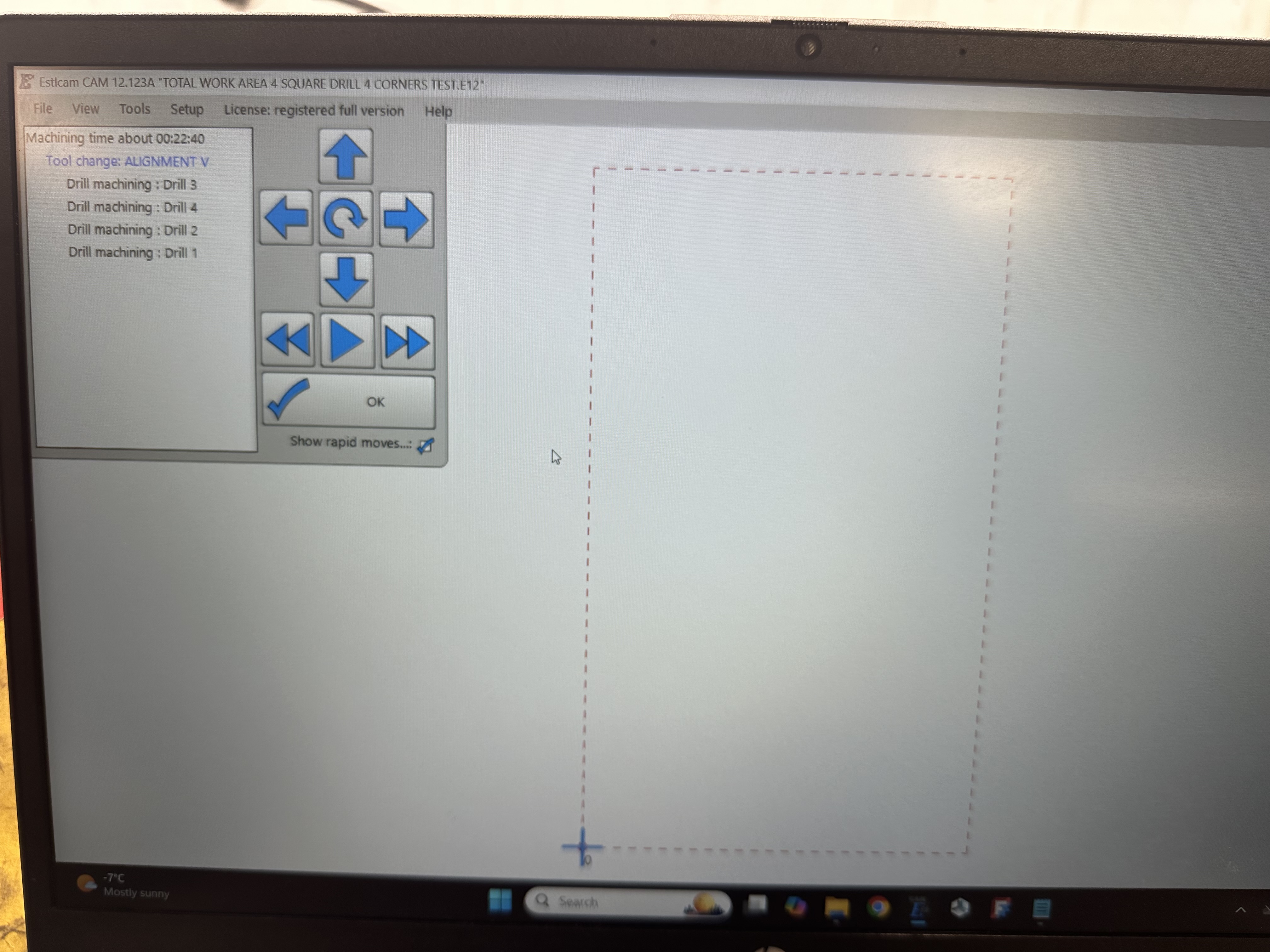
The big one is I make my file to do drill spots on the 4 corners so I can symmetry check it.
And I made a rectangle dxf file that is my workspace. I opened it in estlcam use the drill function and put one in each corner.
I set my DOC to 0.10mm
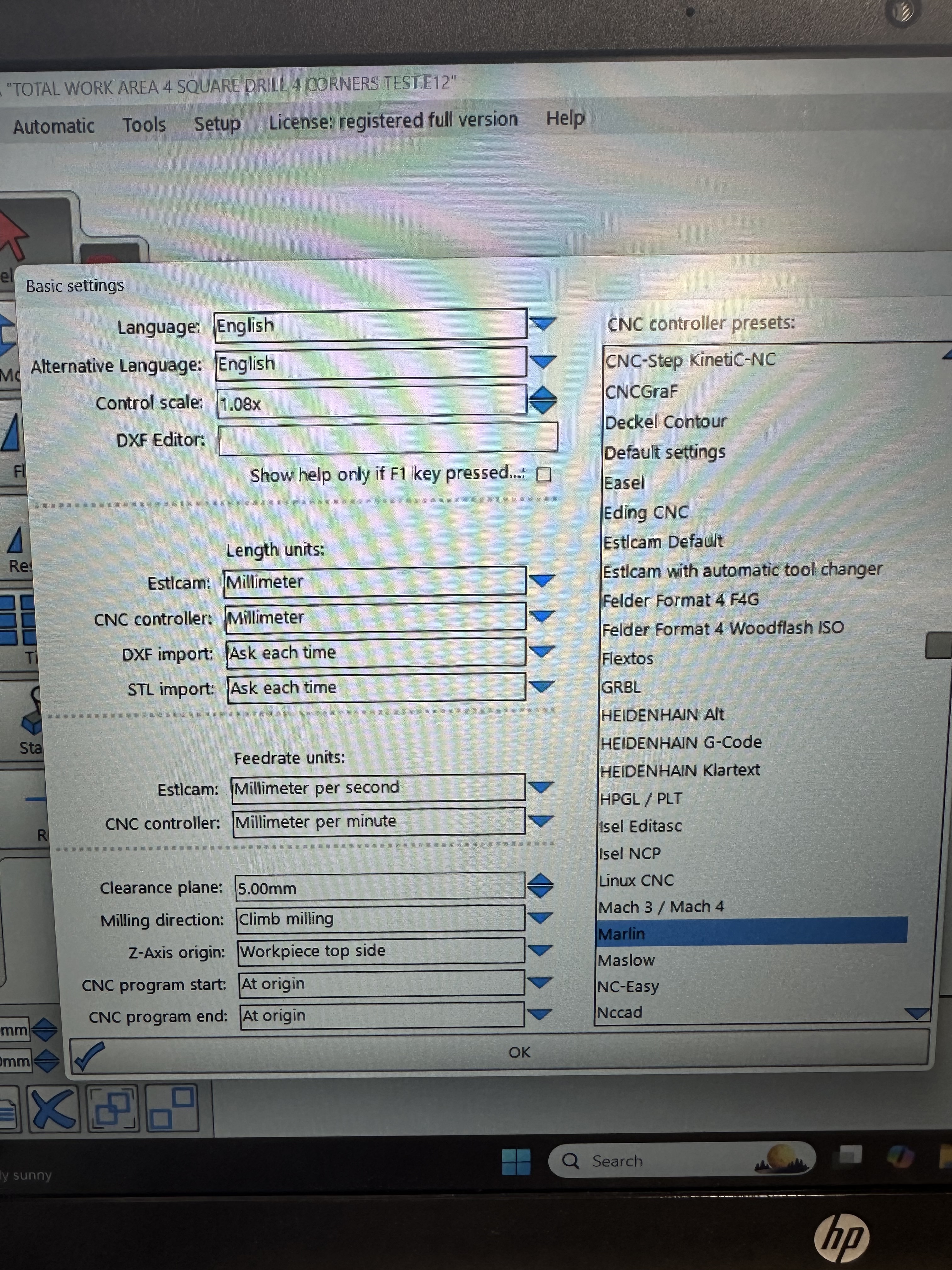
The problem was from what I can see is that my rapids are not setup. The file wanted to take 22 mins. So naturally I thought I had my feed rates setup wrong in the setting I opened and followed the milling basics and entered the settings and it did the same thing.
I changed my xy feed rate on my bit setting and no difference. As I understand it this is the bit cut speed and would not affect my rapid’s speed.
I have my comp at work today and I can post up my gcode etc and setting but has anyone else had a similar issue or found an easy fix.
I will build and run the same file on my other computer and compare all the setting and gcode there as well.
What a pita lol but I am certain it’s just something silly I missed or messed up. As in like perhaps I should not have opened my dxf file and just entered my usable work area in estlcam and just put 4 drill marks on the grid and be done with it.
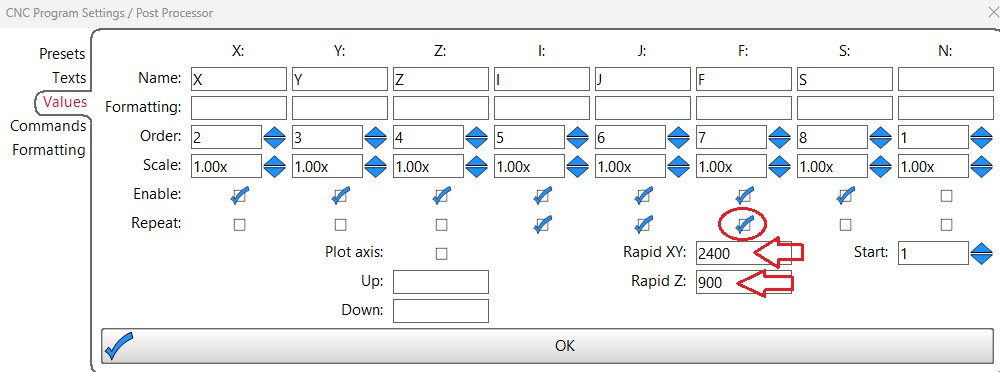
On the SKR boards this is set up in estlcam. There is a separate section for rapids shown in the docs. EstlCAM Setup - V1 Engineering Documentation
1 Like
I have managed to get some pictures. I did have the rapids setup like you had said. It’s odd
I will build the file in my work computer and test it there now.
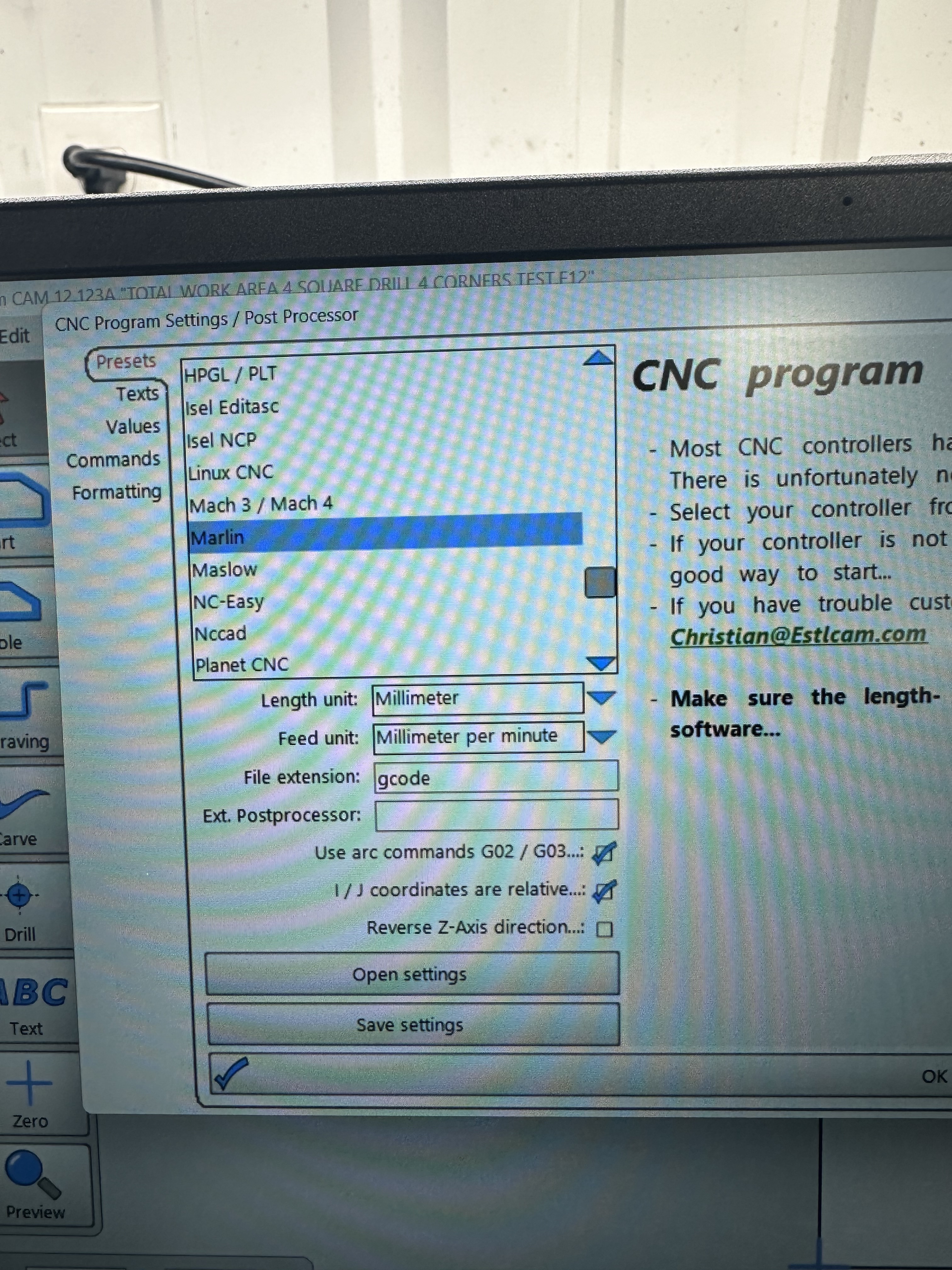
Here is the code for the file and also just wondering is this estlcam highlight help relevant to me ? From what I can see my rapid moves are using g00
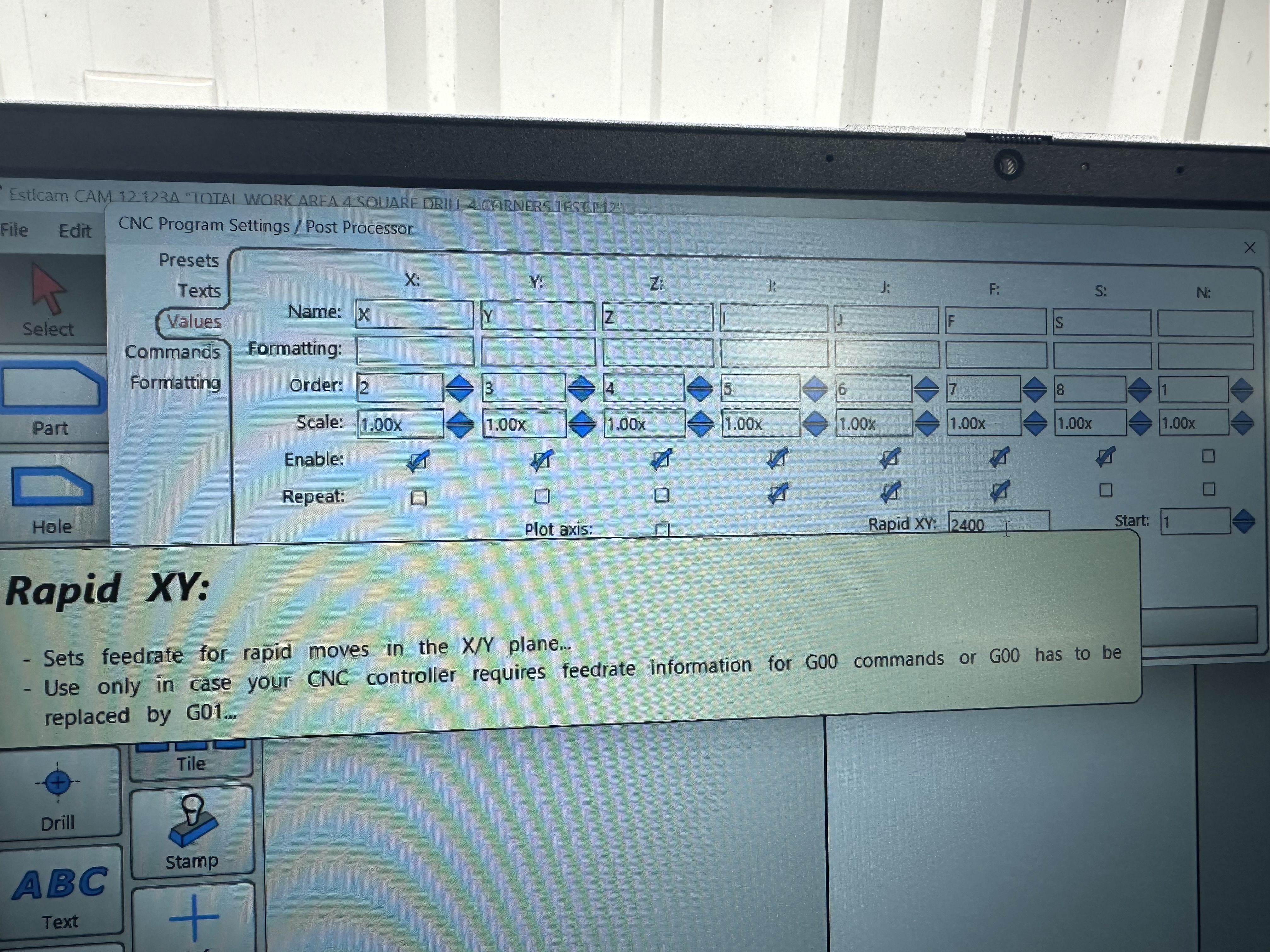
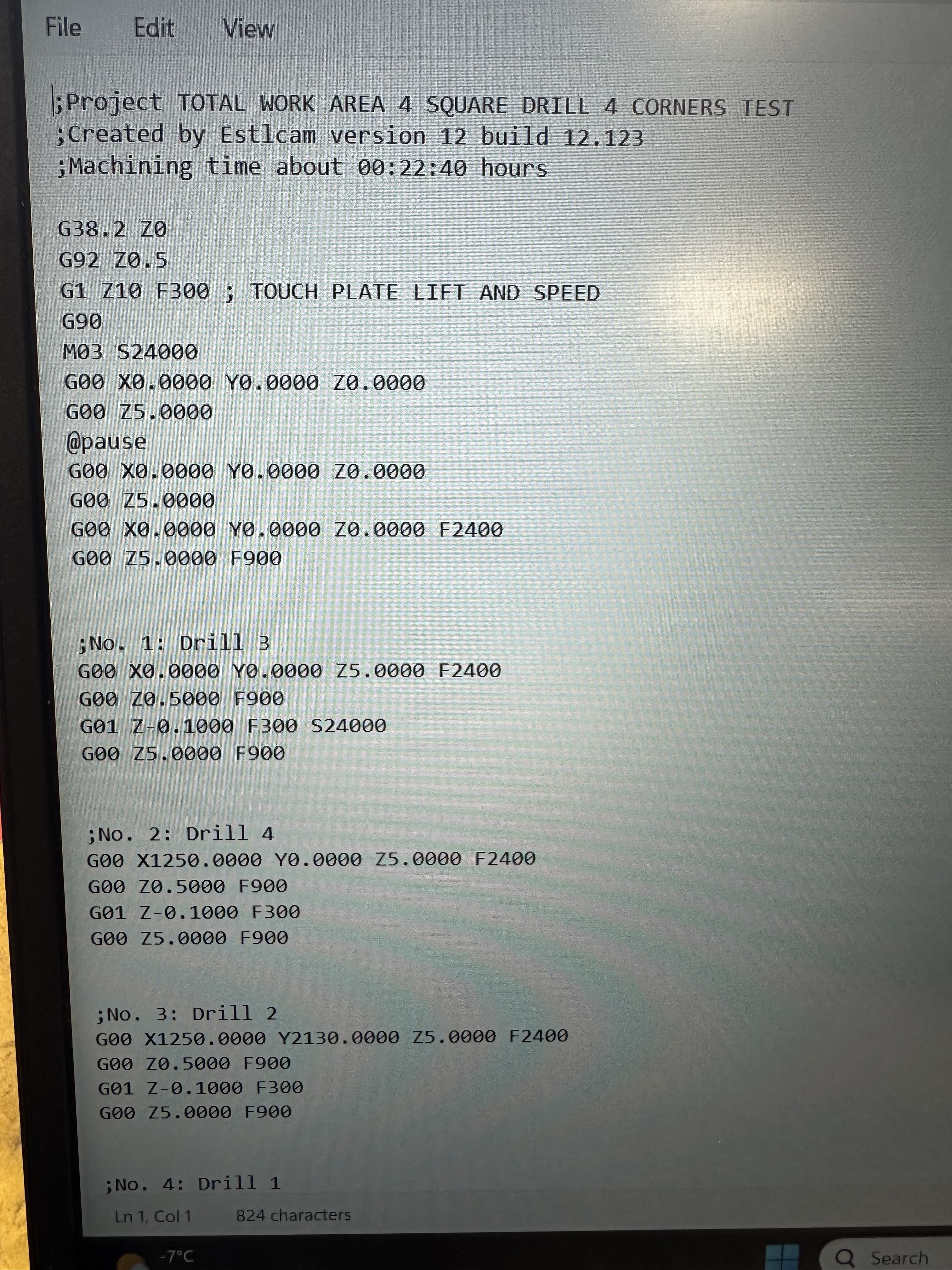
Yup, they look good and they are in the code. So if you want to go faster you need to adjust those values.
(900mm/min) / (60sec/min)=15mm/s
1 Like
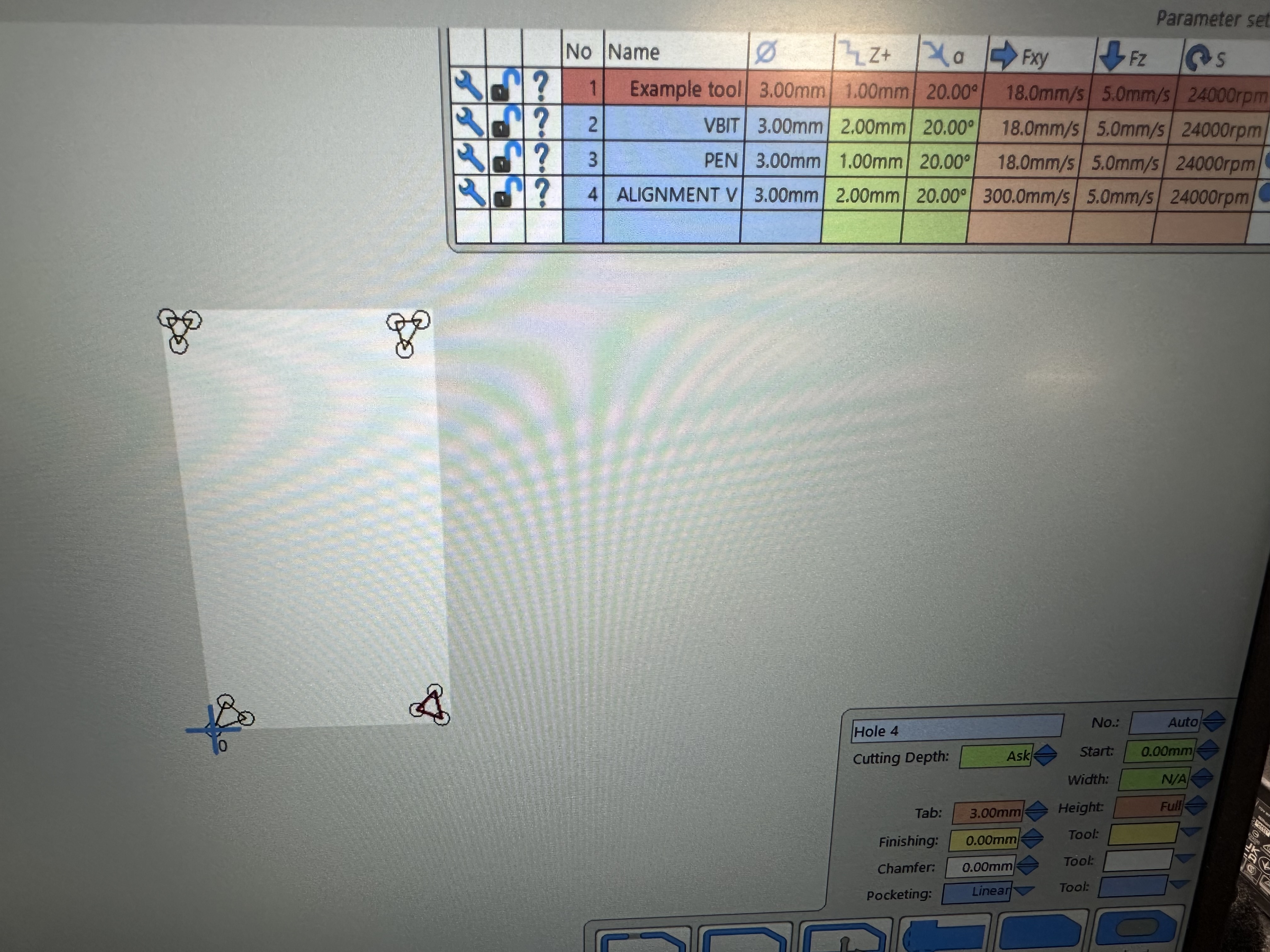
Thanks a lot for the help it appears I have found the problem.
It’s odd I guess if you use the drill function in estlcam it thinks it’s moving to the holes to drill as if it was cutting. (Even tho the g00 rapid code was sent)
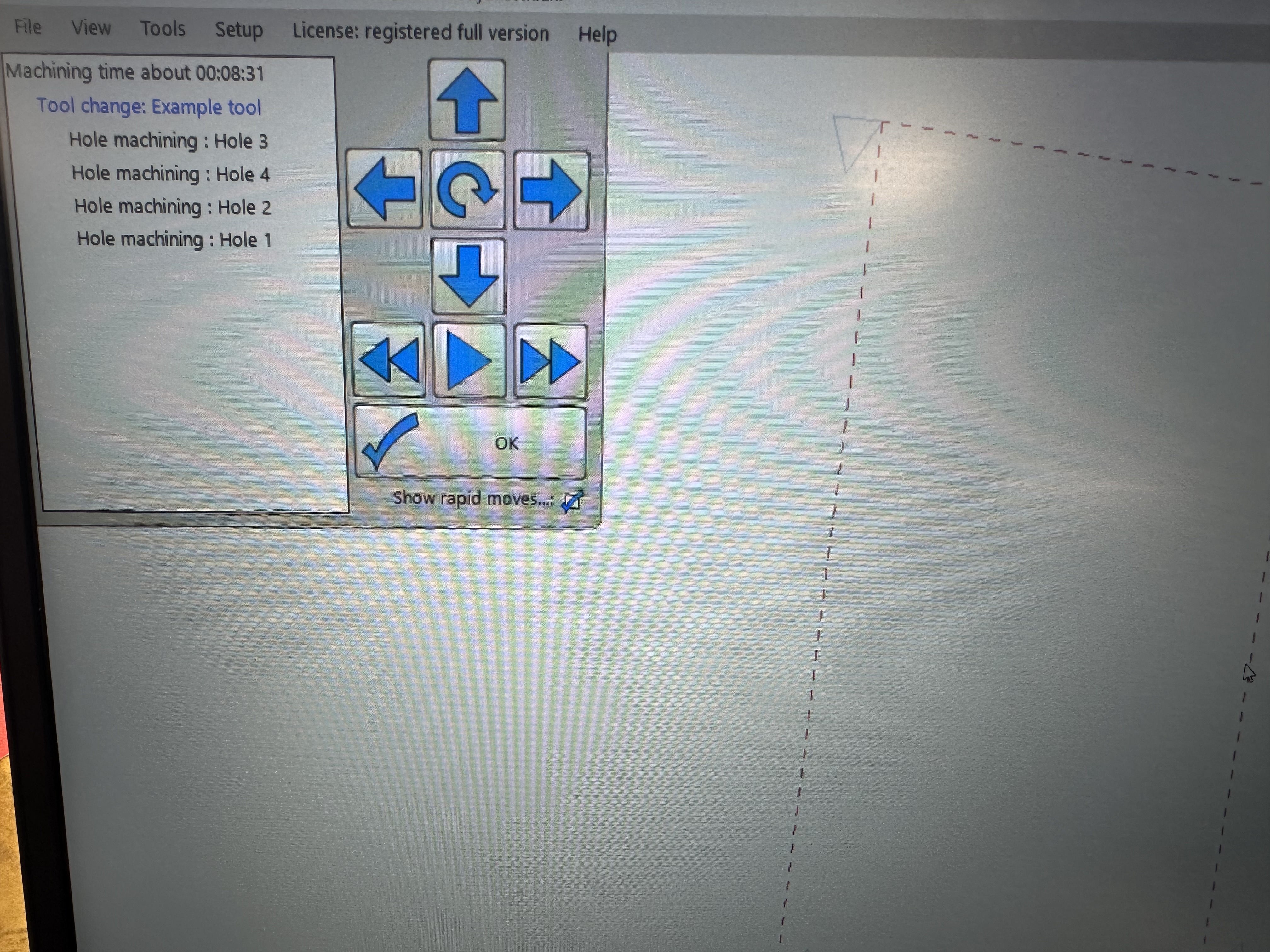
I just ran a test and drew 4 triangles instead of using 4 drill spots and with the same rapids and feed rates it went from 22.4minutes to 8.31 mins with way more actual work.
What a odd thing
1 Like
well i think i have this hurdle covered thanks for the help again. my feedrate inputs were odd and not showing the proper machine time in estcam bc of it like the help bubble says. but in repetier it was showing up as proper time frame for what the code was saying.
onward to the next learn

