Does anyone know if there is a Klipper printer.cfg profile out there for the LR2?
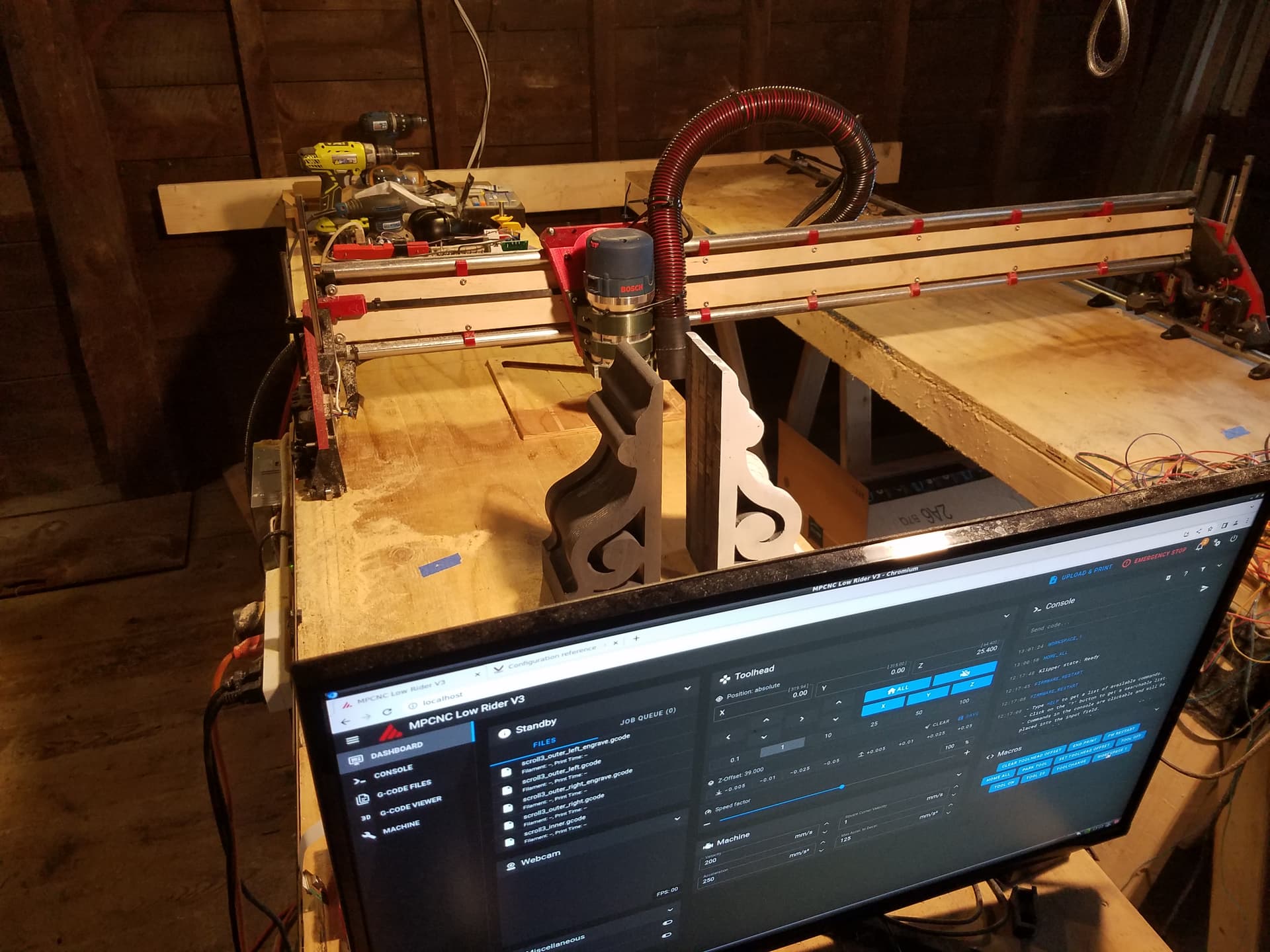
For what its worth, here’s the klipper printer.cfg I work with for the lr3. The klipper SET_SKEW function is invoked following home of the axis, which enables precise squaring of the work area.
The spindle is switched on/off with a relay so the TOOL_ON/OFF macros can be embedded in the gcode. The emergency stop procedure also switches off the spindle a split second before it slams onto the table.
[include mainsail.cfg]
# This file contains common pin mappings for MKS Robin Nano V3
# boards. To use this config, the firmware should be compiled for the
# stm32f407. When running "make menuconfig", select the 48KiB
# bootloader, and enable "USB for communication".
# The "make flash" command does not work on the MKS Robin. Instead,
# after running "make", copy the generated "out/klipper.bin" file to a
# file named "Robin_nano_v3.bin" on an SD card and then restart the
# MKS Robin with that SD card.
# See docs/Config_Reference.md for a description of parameters.
[stepper_x]
step_pin: PE3
dir_pin: PE2
enable_pin: !PE4
microsteps: 64
rotation_distance: 32
endstop_pin: PA15
position_endstop: 0
position_min: 0
position_max: 1660
homing_speed: 50
[tmc2209 stepper_x]
uart_pin: PD5
run_current: 0.95
[stepper_y]
step_pin: PE0
dir_pin: !PB9
enable_pin: !PE1
microsteps: 64
rotation_distance: 32
endstop_pin: PD2
position_endstop: 0
position_min: -2
position_max: 2743
homing_speed: 50
[tmc2209 stepper_y]
uart_pin: PD7
run_current: 0.95
[stepper_z]
step_pin: PB5
dir_pin: PB4
enable_pin: !PB8
microsteps: 64
rotation_distance: 8
endstop_pin: PC8
position_min:-5
position_max: 76
position_endstop: 70
homing_positive_dir: true
[tmc2209 stepper_z]
uart_pin: PD4
run_current: 0.95
[stepper_z1]
step_pin: PD6
dir_pin: PD3
enable_pin: !PB3
microsteps: 64
rotation_distance: 8
endstop_pin: PC4
[tmc2209 stepper_z1]
uart_pin: PD9
run_current: 0.95
[stepper_y1]
step_pin: PD15
dir_pin: PA1
enable_pin: !PA3
microsteps: 64
rotation_distance: 32
endstop_pin: PA13
[tmc2209 stepper_y1]
uart_pin: PD8
run_current: 0.95
[output_pin tool_power]
# tool_power pin PA4 is located at J52, the 6th jumper down in the endstop block
pin: PA4
value: 0
shutdown_value: 0
pwm: false
[output_pin tool_power_led]
# tool_power led pin PC14 is located at fan1 led
pin: PC14
[mcu]
serial: /dev/serial/by-id/usb-Klipper_stm32f407xx_12345-if00
[printer]
kinematics: cartesian
max_velocity: 200
max_accel: 250
max_accel_to_decel: 125
max_z_velocity: 25
max_z_accel: 50
square_corner_velocity: 1
[gcode_arcs]
resolution: 0.05
[pause_resume]
recover_velocity: 50.
[skew_correction]
[display_status]
[board_pins]
aliases:
# EXP1 header
EXP1_1=PC5, EXP1_3=PD13, EXP1_5=PE14, EXP1_7=PD11, EXP1_9=<GND>,
EXP1_2=PE13, EXP1_4=PC6, EXP1_6=PE15, EXP1_8=PD10, EXP1_10=<5V>,
# EXP2 header
EXP2_1=PA6, EXP2_3=PE8, EXP2_5=PE11, EXP2_7=PE12, EXP2_9=<GND>,
EXP2_2=PA5, EXP2_4=PE10, EXP2_6=PA7, EXP2_8=<RST>, EXP2_10=<3.3v>
# Pins EXP2_1, EXP2_6, EXP2_2 are also MISO, MOSI, SCK of bus "ssp1"
# See the MKS Lcd Config path file for definitions of common LCD displays.
#--------------------------------
# MACROS
[gcode_macro SET_TOOLHEAD_OFFSET]
gcode:
{% set xo = printer.toolhead.position.x|float %}
{% set yo = printer.toolhead.position.y|float %}
{% set zo = printer.toolhead.position.z|float %}
SET_GCODE_OFFSET x={xo} y={yo} z={zo}
[gcode_macro CLEAR_TOOLHEAD_OFFSET]
gcode:
SET_GCODE_OFFSET x=0 y=0 z=0
[gcode_macro TOOL_ON]
gcode:
SET_PIN PIN=tool_power VALUE=1
SET_PIN PIN=tool_power_led VALUE=1
[gcode_macro TOOL_OFF]
gcode:
SET_PIN PIN=tool_power VALUE=0
SET_PIN PIN=tool_power_led VALUE=0
[gcode_macro HOME_ALL]
gcode:
G28 Z
G28 XY
SET_SKEW XY=1701.8,1700.6875,1200
[gcode_macro PARK_TOOL]
gcode:
{action_respond_info("*** REMINDER: switch off spindle manually ***")}
TOOL_OFF
CLEAR_TOOLHEAD_OFFSET
G0 Z65
G0 X40 Y50
G1 Z25
[gcode_macro FW_RESTART]
gcode:
FIRMWARE_RESTART
[gcode_macro WORKSPACE_1]
# Configured for 25.4mm stock height, 9mm spoilboard height, 6in stock width
gcode:
SET_GCODE_OFFSET x=0 y=0 z=0
g0 z68
g0 x322 y315
g0 z64.4
SET_GCODE_OFFSET x=322 y=315 z=39
[gcode_macro TOOLCHANGE]
gcode:
g0 z36
g0 x-40 y-40
[gcode_macro TOOL_Z0]
gcode:
g0 z36
g0 x-40 y10
g0 z0
I also needed to edit mainsail.cfg to remove checks for hotend thermistor temperature within range before starting print job:
# Mainsail klipper definitions
#
# Copyright (C) 2021 Alex Zellner <alexander.zellner@googlemail.com>
#
# This file may be distributed under the terms of the GNU GPLv3 license
#
# Version 1.11
# add [include mainsail.cfg] to your printer.cfg to include it to your printer.cfg
# modify x_park, y_park, z_park_delta and extrude value at the macro _TOOLHEAD_PARK_PAUSE_CANCEL if needed
# use variable_park: False at CANCEL_PRINT to disallow the parking move
[virtual_sdcard]
path: /var/print
#on_error_gcode: CANCEL_PRINT
[pause_resume]
[display_status]
[gcode_macro CANCEL_PRINT]
description: Cancel the actual running print
rename_existing: CANCEL_PRINT_BASE
variable_park: True
gcode:
{action_respond_info("CANCEL_PRINT")}
## Move head and retract only if not already in the pause state and park set to true
{% if printer.pause_resume.is_paused|lower == 'false' and park|lower == 'true'%}
_TOOLHEAD_PARK_PAUSE_CANCEL
{% endif %}
#TURN_OFF_HEATERS
M106 S0
{action_respond_info("Calling cancel print base")}
CANCEL_PRINT_BASE
[gcode_macro PAUSE]
description: Pause the actual running print
rename_existing: PAUSE_BASE
gcode:
PAUSE_BASE
_TOOLHEAD_PARK_PAUSE_CANCEL
[gcode_macro RESUME]
description: Resume the actual running print
rename_existing: RESUME_BASE
gcode:
##### read extrude from _TOOLHEAD_PARK_PAUSE_CANCEL macro #####
#{% set extrude = printer['gcode_macro _TOOLHEAD_PARK_PAUSE_CANCEL'].extrude %}
#### get VELOCITY parameter if specified ####
{% if 'VELOCITY' in params|upper %}
{% set get_params = ('VELOCITY=' + params.VELOCITY) %}
{%else %}
{% set get_params = "" %}
{% endif %}
##### end of definitions #####
#{% if printer.extruder.can_extrude|lower == 'true' %}
# M83
# G1 E{extrude} F2100
# {% if printer.gcode_move.absolute_extrude |lower == 'true' %} M82 {% endif %}
#{% else %}
# {action_respond_info("Extruder not hot enough")}
#{% endif %}
RESUME_BASE {get_params}
[gcode_macro END_PRINT]
#rename_existing: END_PRINT_BASE
gcode:
{action_respond_info("END_PRINT")}
_TOOLHEAD_PARK_PAUSE_CANCEL
#Disable Steppers
M84 X Y
[gcode_macro _TOOLHEAD_PARK_PAUSE_CANCEL]
description: Helper: park toolhead used in PAUSE and CANCEL_PRINT
variable_extrude: 1.0
gcode:
{action_respond_info("_TOOLHEAD_PARK_PAUSE_CANCEL")}
##### set park positon for x and y #####
# default is your max posion from your printer.cfg
{% set x_park = printer.toolhead.axis_minimum.x|float + 5.0 %}
{% set y_park = printer.toolhead.axis_minimum.y|float + 5.0 %}
{% set z_park_delta = 2.0 %}
##### calculate save lift position #####
{% set max_z = printer.toolhead.axis_maximum.z|float %}
{% set z_safe = max_z - z_park_delta %}
#{% set act_z = printer.toolhead.position.z|float %}
#{% if act_z < (max_z - z_park_delta) %}
# {% set z_safe = z_park_delta %}
#{% else %}
# {% set z_safe = max_z - act_z %}
#{% endif %}
##### end of definitions #####
#{% if printer.extruder.can_extrude|lower == 'true' %}
# M83
# G1 E-{extrude} F2100
# {% if printer.gcode_move.absolute_extrude |lower == 'true' %} M82 {% endif %}
#{% else %}
# {action_respond_info("Extruder not hot enough")}
#{% endif %}
{% if "xyz" in printer.toolhead.homed_axes %}
{% set x_park = 101.0 %}
{% set y_park = 102.0 %}
{% set z_safe = 66.0 %}
{action_respond_info("Moving axis to safe positions")}
G90
G1 Z{z_safe} F900
G1 X{x_park} Y{y_park} F6000
{% if printer.gcode_move.absolute_coordinates|lower == 'false' %} G91 {% endif %}
{% else %}
{action_respond_info("Printer not homed")}
{% endif %}
{action_respond_info("_TOOLHEAD_PARK_PAUSE_CANCEL end")}
Pics, with examples of architectural parts made with the lr3: