@vicious1,
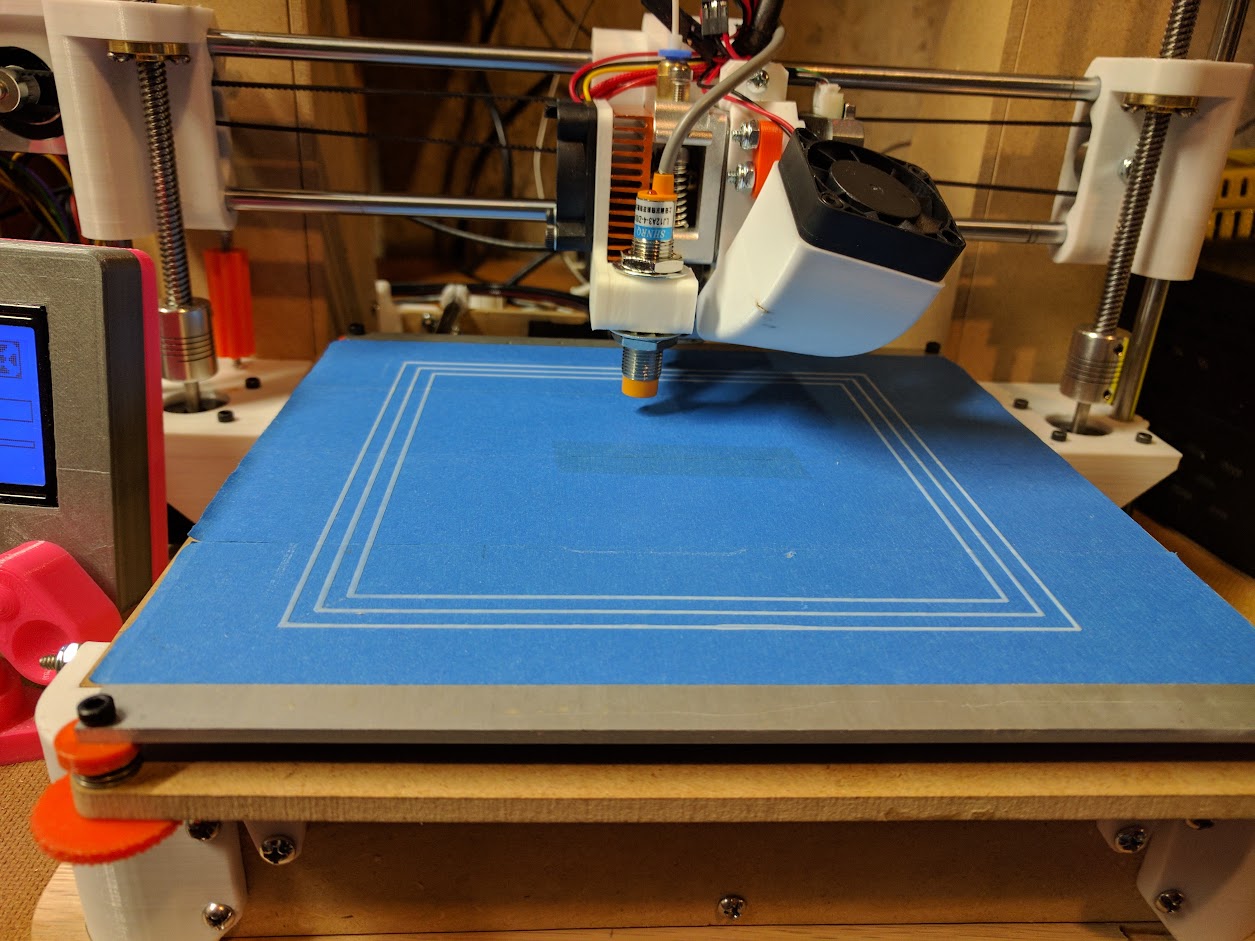
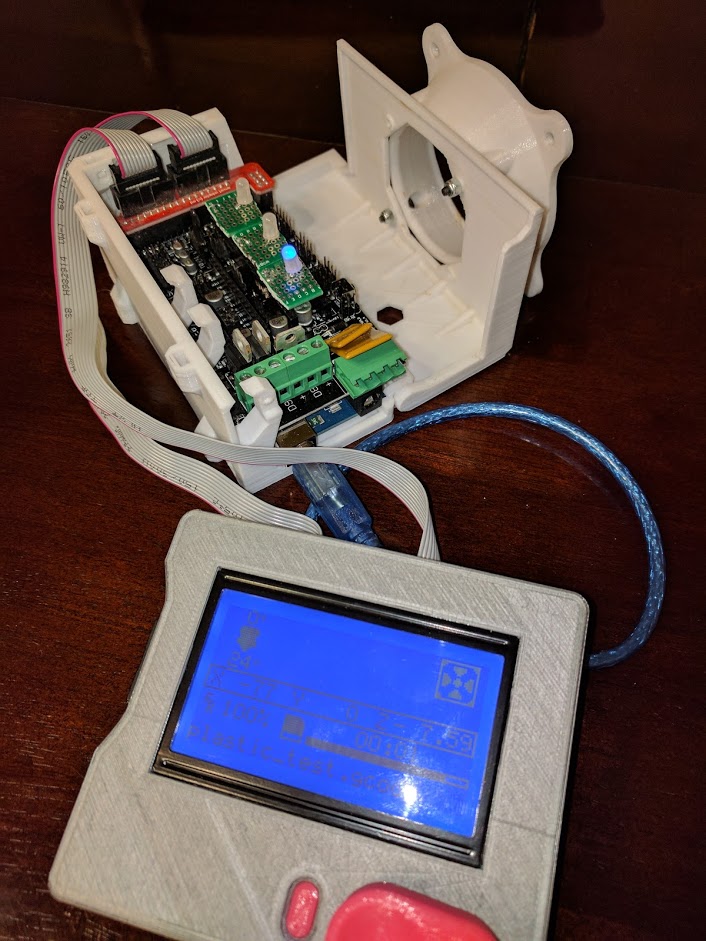
So I have my super sweet testing rig here (The LEDs are wired between STEP and GND with a resistor where the stepper drivers used to be, so I can see what’s moving. I can’t tell the direction, but that’s OK.
I first just ran your gcode (from the SD card) using the software that was on there, which is from the MP3DP. That didn’t seem to have a problem with either the plastic test, or the quick_test.gcode (The code you posted above).
Then I reprogrammed with your Marlin.zip from above, and with the quick_test.gcode, I get a KILLED PRINTER HALTED Please Reset message. When I ran with plastic_test.gcode, it just sort of stopped, although the LCD was still changing the X,Y,Z to ?s, and the X led was slightly on, which probably means it was slowly walking to its doom.
I then copied your Configuration.h edits and Configuration_adv.h edits to the RCBugfix branch, which AFAIK, is RC8 plus any bug fixes they know about. RC is unstable, but I’m not sure if RCBugfix is more or less stable. Anyway, the RCBugfix branch doesn’t have the problem, so I’m attaching that zip.
I’m not sure what’s on my MP3DP though. I got that code from your page, and I’ve made a few small edits, but when I look at the diff, there are many changes between that code (not just configuration) and the RC8 from github. Your Marlin.zip is RC8 from github, for sure.
It looks like you have two options, 1) Stay back at RC7, or whatever the MP3DP software is, or 2) go to the RCBugfix branch. I don’t know the history of the Marlin software team’s stability, but certainly, anything labeled RC is beta software and should be treated carefully. I would assume RCBugfix is something like RC8, with no new experimental features, just experimental bug fixes. Which should, in theory, be safer than the RC8, but it is also a moving target.
I guess there’s a 3) which is to try to see which bugfix is the repair, and merge that into RC8, but I doubt that work is justified.
P.S. I miss your splash screen 
Marlin_RC8Bugfix.zip (1.27 MB)