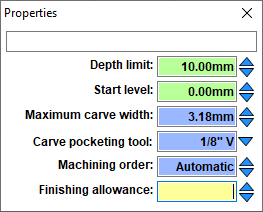
You just set the finishing tolerance to something like 0.1mm and then leave the finishing tool alone. Pay attention to the tool’s finishing feeds and speeds. It will keep 0.1mm away and then use those settings to do another pass at the right dimension. You should just make the settings so it can do the finish pass in one pass (full depth) because it is only taking 0.1mm off.
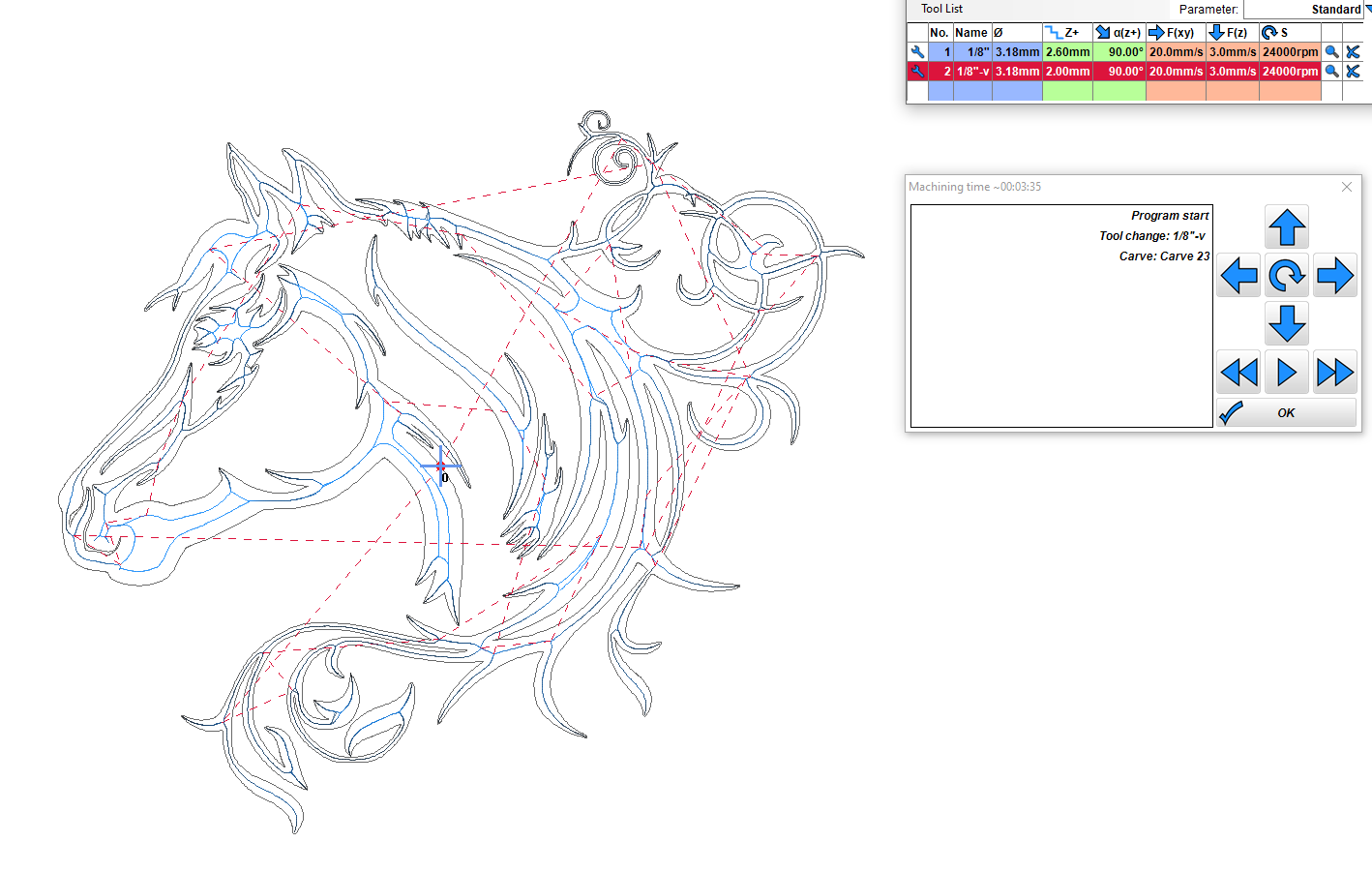
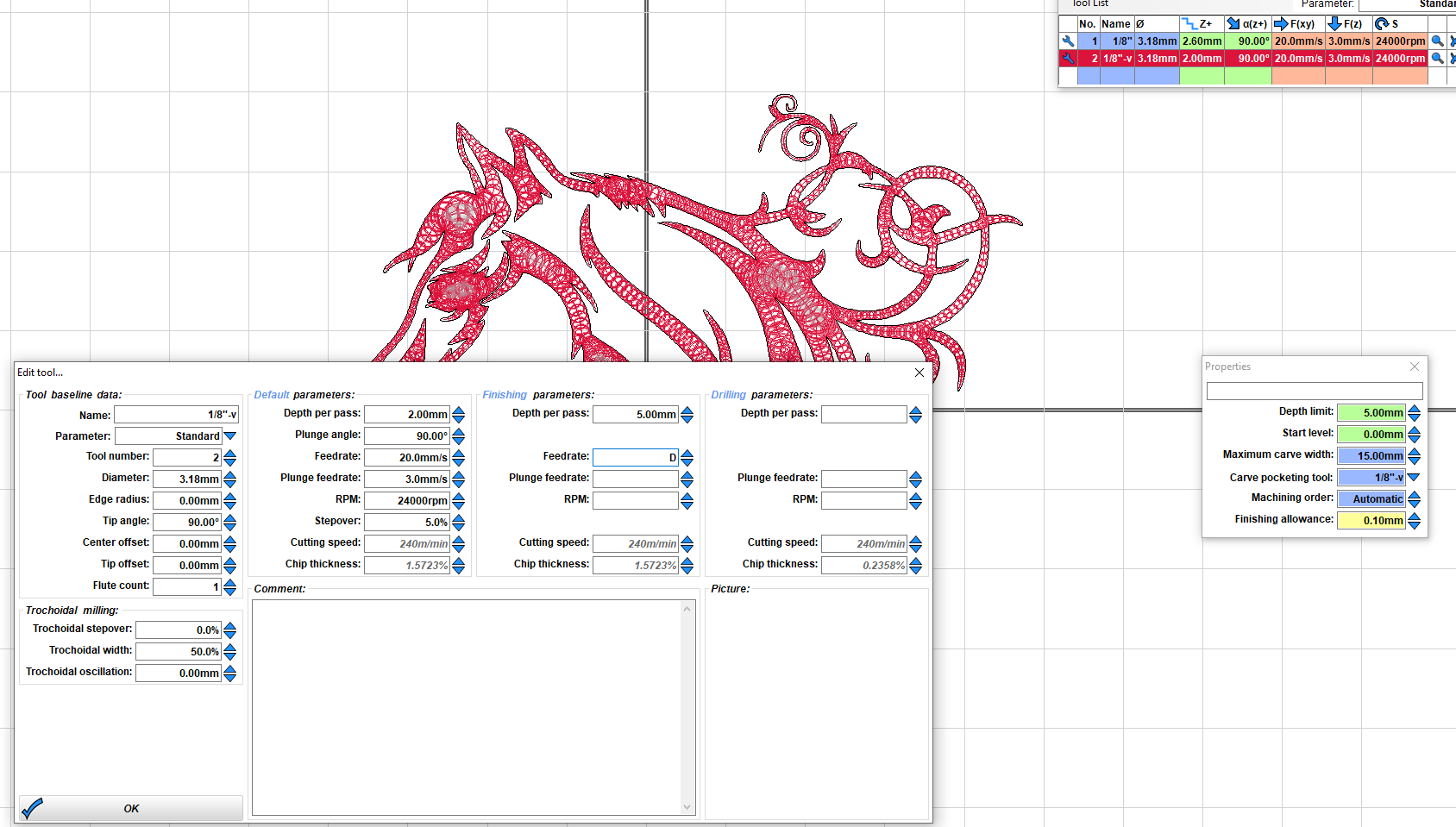
It doesn’t show a finishing pass, and also doesn’t seem to pocket out any areas, like I think it should. Like the lower jaw of the horse, it outlines…but I’d expect it to pass over and clean it up, so the entire inside of the carve gets flattened out
…maybe carve is the wrong thing for what I’m attempting?
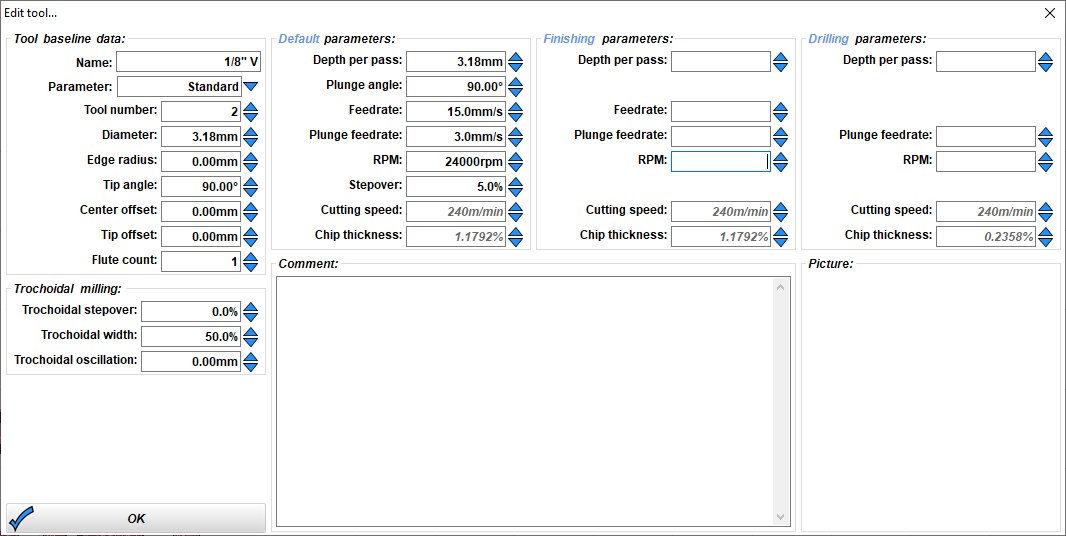
Make sure you set your tip angle to 60 degrees, or whatever angle your V-bit is.
Edit: Sorry, just checked the store, if you got the variety pack, set your tip angle for 45 degrees.
Also, I believe when carve pocketing, ESTLCam assumes a finishing pass to make the edges smooth, otherwise the insides of the pocket would be all wavy from the round bit hitting the edge. I just recently cut one of the V1 logos in aluminum and had to use carve for the triangle logo. It does the rough pocketing carve then does a finishing pass without having to tell it to.
I got the variety kit too, and trying to setup Estlcam.
I’m a newbie, but does anyone have all the settings for all the drill bits in the variety kit for me to just input into estlcam?
It doesn’t really work that way. Beyond the settings in milling basics it depends on your machine, how it was build, the size of it, what material you are cutting, and the type of cut you are making.