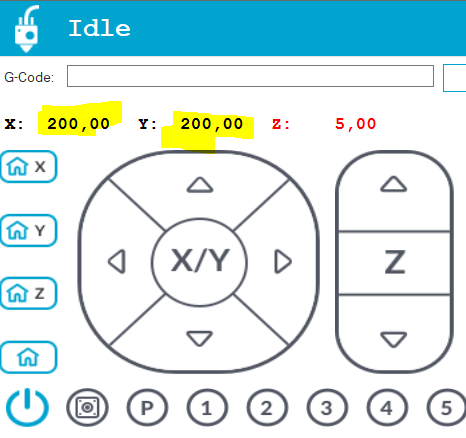
Again, after homing X and Y i can only go up to 200
For what its worth… i also have this in my config file
#define DEFAULT_AXIS_STEPS_PER_UNIT { 160, 160, 800, 160 }
(5mm x 5mm square will size 6,2mm x 6,2mm)
Again, after homing X and Y i can only go up to 200
For what its worth… i also have this in my config file
#define DEFAULT_AXIS_STEPS_PER_UNIT { 160, 160, 800, 160 }
(5mm x 5mm square will size 6,2mm x 6,2mm)