I didn’t think it was any harder than regular plywood.


5 Likes
There’s something just wrong about high precision OSB.
3 Likes
I may be weird. But I love it. I made a gift for a fellow engineer out of it on the CNC and they said, “Are you going to paint it?”. ![]()
1 Like
How would a table top zen, like your RMRRF build, look made out of it. Sand it real nice and give it a thick clear coat? Would it be too “busy” and take away from the zen or would it be awesome?
Well, you know how to get MY attention!
Looks like I’m not the only one cutting it, but this is another material where I got faster cycle times with lower DOC and much faster feeds. Pretty hard stuff.
I came across this video a while back. He includes some lessons, but dang, it looks WAY better than it cost.

2 Likes
There are a lot more gaps in the OSB. I only applied polycrylic to my table and the sides are smooth. There are a few dark spots on the edges of the BB, but it is mostly nice to look at.
On top of that, the OSB just turns some people off. IDK why. Maybe I just haven’t done enough construction. The BB is better for a display table, I think.
1 Like
Me, for instance. I find it incredibly ugly.
1 Like
We stayed at my grandparent’s old lake cottage years and years ago, and some of the structure was what they called “beaver board” - looked like very “loose” OSB.
1 Like
Hi - In the discussion about cutting material you need to learn about “chip load” or chip thickness. Once you find the correct chip thickness then you have a consistent method for comparison and performance. I find 0.05mm to 0.1mm is a good starting point for ply and mdf. Chip thickness or feed per tooth (Fz in machinist talk) = Feed/(no of teethxRPM) this is the thickness of the chip made by each tooth. If the chip is too thick it clogs the tool, if its too small the tool will rub. Tool suppliers have tables for their tools. Sharp tools help with OSB, MDF and Ply. I think the difficulty comes from the adhesives used… Are you climb cutting or conventional? climbing is best.
Feed Per Tooth - Machining Doctor
I built my workshop washroom and shelving from OSB as ply was unobtainable in the pandemic. Most like it. Peter


1 Like
Of the ones that do have a chart, most only list metals, some list some plastics, any wood listings you get are just “wood”. It seems for use with smaller machines and smaller tools in non metal cutting we have to do it by eye and ear. Even these tests I just did show how different it can be, same chip load 1D vs 4D depth.
I do nearly all my cuts as climb, most sources list conventional milling as best for light duty machines, I find that to be flat out wrong.
I think we are in a place most end mill manufacturers are not paying much attention too.
1 Like
Hi Ryan - There is a difference once you start changing the depth of cut. At 4D the chip is 4x bigger so you may be filling the tool gullet and clogging the tool. Fz is usually spec’ed at 1D and there is adjustment for different DOC. “ideal” Fz’s are machine dependent especially depends on machine rigidity and to an extent tool run out, Small hobby machines are no where near as stiff as commercial machines so maybe can’t cut at the tabled number. Looking at some peoples published speeds/feeds on small machines its clear they are rubbing or cutting every second tooth vs every tooth. If you have a phone with a slow mo camera its useful to look at the swarf flow and see if its clearing one piece at a time and at a constant rate. 1F tools are very useful as most router trimmers run too fast for 2F or more tooth tools. Fz is at least a more consistent way to set your machine up. Once you find a good Fz you can speed up or down and maintain that Fz. Our ears are not good or consistent in determining what’s best. Like tabled Fz numbers they are a guide only. Peter
You are right with climb vs conventional. Conventional cutting starts thin and gets thick. With low stiffness machines this means the job pushes the tool away from the surface until it snags or develops some stiffness, then cuts (or not it rubs then the following tooth cuts) this creates vibration and either poor cutting or poor finishes… conventional maybe good for small manual machines as your hands on the wheel damp the chatter. But a CNC needs a clean start to cut clean as damping is limited.
1 Like
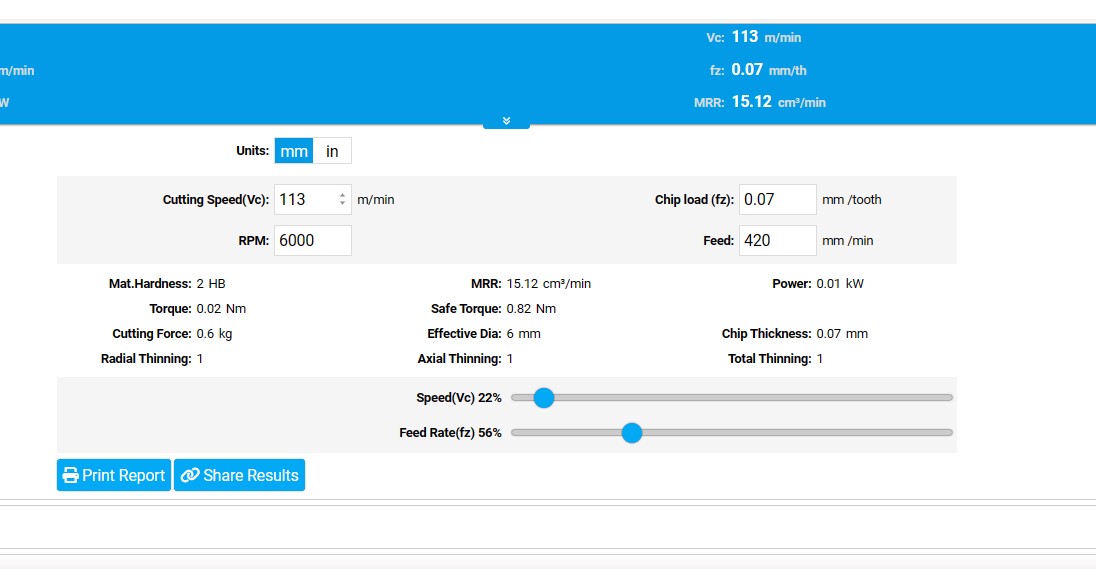
Hi Ryan - What is “low rpm” on your machine? I use fswizard to sort a few things out. Its free. Fz is calculated in fusion360 which I use so then I can adjust feed/speeds to get my target Fz. Looking at your 7mm/s which is 420m/min means if you have a 1F tool and 6000rpm it would have a Fz=0.07mm which I’d prefer to be 0.1mm. So increase feed to 600mm/min to achieve that. Once you have a good working Fz you then are limited by the surface speed of the tool. At some point you will burn the tool. So then you can set the same Fz but as high a rpm before you burn the tool. Especially for drills I burn a lot of drills as my spindle has no torque under 6000rpm. I have made a bracket and mount a 3000rpm drill for drilling these days. Around the 100m/min it burns. cheers Peter
2 Likes
Yup I have that one linked in the instructions.
That works really well for metals and plastics. That is how I started dialing in the aluminum cuts I was doing on the LR3 (new video is processing now).
I think what I was getting at with this thread was those calcs don’t work for “wood”, probably because of the glue. Mostly that I thought, mistakenly, that MDF had the most glue and should be the hardest to cut…it isn’t.
I do appreciate the break-down. Do you have a page on your site with all that info?
I swear we were just talking about all that on another thread, right? I don’t disagree with any of this, and understanding it really helped me make some awesome progress in terms of pushing my machines.
1 Like
closing old topic to help fight spambots